

מבוא
אנו נספק את דיוק הממדים כשיטה של טכנולוגיות שונות להדפסת תלת מימד השוואה. לכל טכנולוגיה יש את החוזקות והחולשות שלה, אך גורמי המפתח לקביעת דיוק החלקים הם כדלקמן:
עיצוב: דיוק החלקים תלוי מאוד בתכנון. בתהליך הקירור והריפוי, שינויים במתח הפנימי יגרמו לעיוות או להתכווצות. הדפסת 3D טכנולוגיות אינן מתאימות לתכונות דקות ארוכות או למשטחים שטוחים, הדיוק הסופי יקטן בחלקים בגודל גדול.
חומרים: הדיוק תלוי גם בחומרים. מקובל להקריב את הדיוק עבור שיפור מאפיינים מיוחדים. כגון שרפים סטנדרטיים יכולים לספק חלק מדויק יותר מאשר שרף גמיש. אנו נמליץ ליישם חומרים סטנדרטיים לדרישת דיוק גבוהה.
שינוי דיוק
הדיוק של חלקים תלת מימדיים נכמת על ידי הפרמטרים הבאים:
דיוק ממדי: ערכים כמותיים אלה של יצרני מדפסות וספקי חומרים יקבעו את דיוק החלקים הצפוי. כל הסובלנות מכבדות עיצוב חלקי באר במדפסות לכייל היטב.
עיוות או התכווצות: ההסתברות לעיוות או התכווצות תלויה במידה רבה בתכנון חלקים תלת מימדיים. עם זאת, ישנן טכנולוגיות בעלות סיכון גבוה להתעוות או להתכווץ.
דרישת תמיכה: ה אפליקציית תמיכה ישפיע על הדיוק של משטח חלק ותכונות. אמנם זה ישפיע גם על גימור פני השטח של חלק בתהליך ההסרה.
דיוק של FDM
FDM היא הטכנולוגיה המתאימה ביותר ליצירת אב טיפוס בעלות נמוכה. במקרה זה, הצורה וההתאמה של חלקים חשובים יותר מתפקודם. FDM יוצר חלק שכבה על שכבה עם תרמופלסטי על פלטפורמת הבנייה, חלקים גדולים יובילו לשונות טמפרטורה גדולה על פלטפורמת הבנייה. בגלל חלקים שונים השטח יתקרר בקצב שונה, הלחץ הפנימי של החלק יוביל לעיוות או להתכווצות. אנחנו יכולים לפתור את הבעיות הללו בדרך של הדפסת רפסודות, מיטות מחוממות, רדיוסים בקצוות ובפינות חדות.
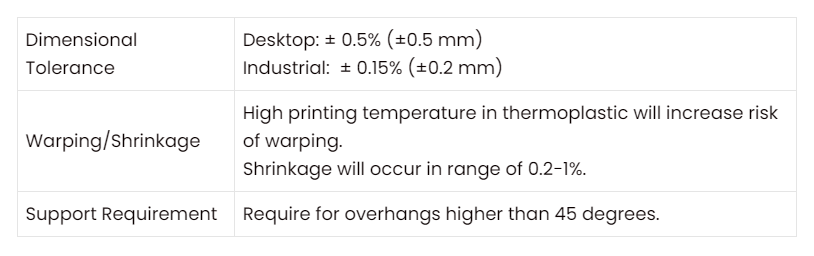
| סובלנות מימדית | שולחן עבודה: ± 0.5% (±0.5 מ"מ) תעשייתי: ± 0.15% (±0.2 מ"מ) |
| עיוות/התכווצות | טמפרטורת הדפסה גבוהה בתרמופלסטי תגביר את הסיכון לעיוות. הצטמקות תתרחש בטווח של 0.2-1%. |
| דרישת תמיכה | דרישה לתלייה גבוהה מ-45 מעלות. |
דיוק של SLA
SLA להחיל מערכת לייזר כדי לגבש אזורים ספציפיים במיכל השרף, וליצור שכבה אחת של חתך חלק בבת אחת. כל האזורים הנרפאים הללו אינם מתמצקים במלואם עד לאחר עיבוד UV. במקרה זה, אזור לא נתמך ייפול, במיוחד עם זווית וכיוונים מיוחדים. פעם אחת שכבה אחר שכבה, האפקט הזה יצטבר לאי התאמה של מימד סופי בחלקי SLA גבוהים. אי התאמה במידות תתרחש גם בתהליך הקילוף, כוח המשיכה יגרום לכיפוף בחלקים מודפסים רכים. שרפים בעלי תכונות גמישות גבוהות הם בעלי סיכון גבוה יותר להתעוות, דבר שאינו מתאים ליישומים בעלי דיוק גבוה.
| סובלנות מימדית | שולחן עבודה: ± 0.5% (±0.10 מ"מ) תעשייתי: ± 0.15% (±0.01 מ"מ) |
| עיוות/התכווצות | אזורים לא נתמכים |
| דרישת תמיכה | חיוני לחלקים מדויקים |
דיוק של SLS
SLS השתמש במערכת לייזר לסינטר חומרים אבקה, זה יכול לייצר חלקים עם דיוק גבוה וגיאומטריה מורכבת. מערכת הלייזר מחטאת אבקה שכבה אחר שכבה ליצירת החלקים המוצקים הסופיים. על מנת להפחית את ההסתברות להתעוות או להתכווצות, SLS מיישם את תאי הבנייה המחוממים. עם זאת, שיפוע טמפרטורה בחלקי SLS גדולים, כאשר השכבות התחתונות מתקררות בעוד השכבות העליונות בטמפרטורה גבוהה. בנוסף, יש לקרר את כל החלקים המודפסים באיטיות באבקה, זה יעלה 50% מזמן הייצור הכולל.
| סובלנות מימדית | ± 0.3% (±0.3 מ"מ) |
| עיוות/התכווצות | הצטמקות בזעם של 2-3% |
| דרישת תמיכה | לא דרוש |
דיוק של MJF
MJF היא הטכנולוגיה המדויקת ביותר של הדפסה תלת מימדית, בגלל שאין חום מעורב בתהליך ההדפסה, עיוות וכיווץ מתרחשים לעתים רחוקות בתהליך זה. רוב בעיות הדיוק הממדיות קשורות למפרטי המדפסת, כמו תכונות עדינות או קירות דקים. תמיכת MJF היא מבנה מוצק, הוא מוסר לאחר ההדפסה. התמיכה המוצקה יכולה להוביל להדפסה מדויקת גבוהה במשטח המגע. עלינו לדאוג לחלקי MJF לאחר עיבוד, מכיוון שחום הסביבה, לחות או אור שמש יגרמו לעיוות ולשינוי ממדים.
| סובלנות מימדית | ± 0.1% (±0.05 מ"מ) |
| עיוות/התכווצות | אין בעיה |
| דרישת תמיכה | חיוני לחלקים מדויקים |
דיוק של DMLS
DMLS השתמש במערכת לייזר כדי לסנן או להמיס אבקת מתכת באופן סלקטיבי לייצור חלקי מתכת. הוא מייצר חלקים שכבה אחר שכבה בסביבה מבוקרת ומחוממת. הבנייה שכבה אחר שכבה עם טמפרטורה גבוהה תיצור שיפועים תרמיים קיצוניים, דבר זה גורם ללחץ פנימי גבוה.
לחלקי DMLS יש סיכון גבוה לעיוות או להתעוות, לכן עיצוב טוב וכיוון חלק הם קריטיים ליצירת חלקים מדויקים. מבנה התמיכה חיוני כדי למזער עיוות בתהליך ההדפסה, רוב החלקים בנויים על לוח מתכת מוצק ויש להסירם לאחר ההדפסה. יש צורך במבני תמיכה מוצקים וסריג כדי לשמור על חלקים מחוברים למיטה, ולהפסיק להתנתק. רוב חלקי ה-DMLS דרשו הפגת מתח על ידי טיפול בחום לפני הסרה מלוחית הבנייה.
| סובלנות מימדית | ± 0.1 מ"מ |
| עיוות/התכווצות | סיכון גבוה להתכווצות או עיוות |
| דרישת תמיכה | חיוני לחלקים מדויקים |