

Introduction
Nous fournirons la précision dimensionnelle comme méthode de différentes technologies d'impression 3D comparaison. Chaque technologie a ses forces et ses faiblesses, mais les facteurs clés pour déterminer la précision des pièces sont les suivants :
Conception : La précision des pièces dépend grandement de la conception. Dans le processus de refroidissement et de durcissement, les variations de contraintes internes donneront lieu à un gauchissement ou à un rétrécissement. impression en 3D ne sont pas adaptées aux longs éléments minces ou aux surfaces planes, la précision finale diminuera dans les pièces de grande taille.
Matériaux : La précision dépend également des matériaux. Il est courant de sacrifier la précision pour amélioration des propriétés spéciales. De telles résines standard peuvent fournir une pièce plus précise que la résine flexible. Nous recommanderons d'appliquer des matériaux standard pour une exigence de haute précision.
Variation de précision
La précision des pièces 3D est quantifiée par les paramètres suivants :
Précision dimensionnelle : ces valeurs quantitatives fournies par les fabricants d'imprimantes et les fournisseurs de matériaux détermineront la précision attendue des pièces. Toutes les tolérances sont respectées conception de pièces de puits sur des imprimantes bien calibrées.
Gauchissement ou rétrécissement : la probabilité de gauchissement ou de rétrécissement dépend fortement de la conception des pièces en 3D. Cependant, certaines technologies présentent un risque inhérent élevé de déformation ou de rétrécissement.
Exigence de soutien : Le demande d'assistance affectera la précision de la surface et des fonctions de la pièce. Bien que cela affectera également la finition de la surface de la pièce lors du processus de retrait.
Précision du FDM
FDM est la technologie la plus adaptée pour le prototypage à faible coût. Dans ce cas, la forme et l'ajustement des pièces sont plus importants que leur fonction. FDM crée une couche sur couche avec du thermoplastique sur la plate-forme de construction, les grandes pièces entraîneront une grande variation de température sur la plate-forme de construction. En raison de différentes zones de pièces se refroidissent à des vitesses différentes, la contrainte interne de la pièce entraînera une déformation ou un rétrécissement. Nous pouvons résoudre ces problèmes en imprimant des radeaux, des lits chauffants, des rayons aux arêtes vives et aux angles.
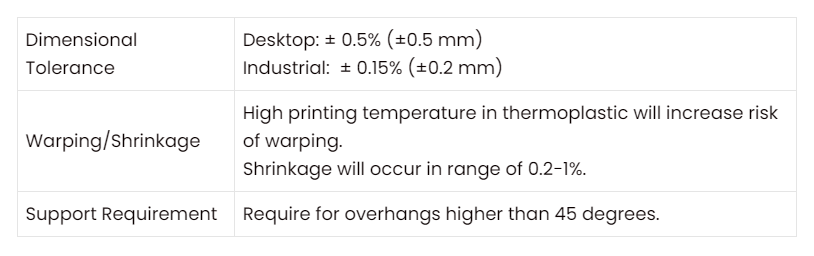
| Tolérance dimensionnelle | Bureau : ± 0,5% (±0,5 mm) Industriel : ± 0,15% (±0,2 mm) |
| Déformation/rétrécissement | Une température d'impression élevée dans le thermoplastique augmentera le risque de déformation. Le rétrécissement se produira dans la plage de 0,2 à 1%. |
| Besoin d'assistance | Nécessaire pour les porte-à-faux supérieurs à 45 degrés. |
Précision du SLA
SLA appliquez un système laser pour solidifier des zones spécifiques dans le réservoir de résine et créez une couche de section de pièce à la fois. Toutes ces zones durcies ne sont pas complètement solidifiées avant le post-traitement UV. Dans ce cas, la zone non supportée s'affaissera, en particulier avec un angle et des orientations spéciaux. Une fois couche par couche, cet effet s'accumulera jusqu'à la différence de dimension finale dans les grandes pièces SLA. Un écart de dimension se produira également dans le processus de pelage, la force de traction entraînera une flexion des pièces imprimées souples. Les résines aux propriétés flexibles élevées présentent un risque de déformation plus élevé, ce qui ne convient pas aux applications de haute précision.
| Tolérance dimensionnelle | Bureau : ± 0,5% (±0,10 mm) Industriel : ± 0,15% (±0,01 mm) |
| Déformation/rétrécissement | Zones non prises en charge |
| Besoin d'assistance | Indispensable pour des pièces précises |
Précision du SLS
SLS utiliser un système laser pour fritter des matériaux en poudre, il peut produire des pièces avec une grande précision et une géométrie complexe. Le système laser fritte la poudre couche par couche pour créer les pièces solides finales. Afin de réduire la probabilité de déformation ou de rétrécissement, SLS applique les chambres de construction chauffées. Cependant, gradient de température dans les grandes pièces SLS, où les couches inférieures se refroidissent tandis que les couches supérieures sont à une température élevée. De plus, toutes les pièces imprimées doivent être refroidies lentement dans la poudre, cela coûtera 50% de temps de production total.
| Tolérance dimensionnelle | ±0.3% (±0.3mm) |
| Déformation/rétrécissement | Retrait en rage de 2-3% |
| Besoin d'assistance | Non requis |
Précision de MJF
MJF est la technologie la plus précise d'impression 3D, en raison de l'absence de chaleur impliquée dans le processus d'impression, le gauchissement et le rétrécissement se produisent rarement dans ce processus. La plupart des problèmes de précision dimensionnelle sont liés aux spécifications de l'imprimante, comme les caractéristiques fines ou les parois minces. Le support MJF est une structure solide, il s'enlève après l'impression. Le support solide peut donner lieu à une impression de haute précision dans la surface de contact. Nous devons nous soucier du post-traitement des pièces MJF, car la chaleur ambiante, l'humidité ou la lumière du soleil entraîneront une déformation et un changement de dimension.
| Tolérance dimensionnelle | ± 0,1% (±0,05mm) |
| Déformation/rétrécissement | Pas de problème |
| Besoin d'assistance | Indispensable pour des pièces précises |
Précision du DMLS
DMLS utiliser un système laser pour fritter ou faire fondre la poudre métallique de manière sélective afin de produire des pièces métalliques. Il produit des pièces couche par couche dans un environnement contrôlé et chauffé. La construction couche par couche à haute température créera des gradients thermiques extrêmes, ce qui engendre des contraintes internes élevées.
Les pièces DMLS présentent un risque élevé de déformation ou de gauchissement, c'est pourquoi une bonne conception et une bonne orientation des pièces sont essentielles pour créer des pièces précises. La structure de support est essentielle pour minimiser la distorsion dans le processus d'impression, la plupart des pièces sont construites sur une plaque métallique solide et doivent être retirées après l'impression. Des structures de support solides et en treillis sont nécessaires pour maintenir les pièces attachées au lit et arrêter de se détacher. La plupart des pièces DMLS nécessitaient une relaxation des contraintes par traitement thermique avant le retrait de la plaque de construction.
| Tolérance dimensionnelle | ± 0,1 mm |
| Déformation/rétrécissement | Risque élevé de rétrécissement ou de déformation |
| Besoin d'assistance | Indispensable pour des pièces précises |