

L'impression 3D, souvent connue sous le nom de fabrication additive, est une méthode de fabrication consistant à créer des pièces en les faisant pousser à partir de matières premières. Dans la fabrication soustractive, telle que l'usinage CNC, le matériau en vrac est tranché ou façonné à sa forme finale par formage ou découpage.
L'impression tridimensionnelle (impression 3D) est une technologie puissante pour créer des objets uniques avec une géométrie compliquée, au service de diverses industries allant du médical et de l'automobile à la défense et à l'aérospatiale. Dans cette optique, dans cet article, nous discuterons de l'anatomie d'une imprimante 3D et de la manière de démarrer avec l'impression 3D. Alors, plongeons directement dans notre discussion.
Anatomie d'une imprimante 3D
Les caractéristiques et la terminologie suivantes décrivent les mécanismes fondamentaux d'une imprimante 3D.
1. Zone de construction efficace/lit/plate-forme
La zone de construction effective de l'imprimante 3D comprend les axes X et Y, qui sont les plans sur lesquels le matériau est placé en couches successives. De plus, il comprend également l'axe Z, qui est la distance verticale sur laquelle le matériau peut être durci, fusionné ou déposé.
2. Châssis et chariot
C'est le corps mécanique d'une imprimante 3D en extrusions métalliques. Pour que les pièces imprimées restent précises, le cadre doit être très stable. Les cadres d'impression 3D abritent la plate-forme de construction, les engrenages, les éléments chauffants, les vis, les alimentations en matériaux et les poulies. N'oubliez pas qu'il ne doit pas être confondu avec le concept de cadres interchangeables, qui concernent généralement les plates-formes de construction modulaires et remplaçables utilisées dans les machines de fabrication additive industrielle dans le but d'augmenter le débit.
3. Contrôleur
Sur l'imprimante 3D, un contrôleur est un ordinateur contrôlant divers équipements numériques et analogiques pour travailler en collaboration pour produire la pièce. Les données de la machine sont interprétées par le contrôleur.
4. Extrudeuse, buse, tête d'impression, extrémité chaude, embouts
Il s'agirait d'assemblages, généralement associés à FDM et FFF, avec des pointes coniques chauffées dans lesquelles un filament brut est passé, fusionné, extrudé et déposé sur un lit d'impression. Le diamètre de la buse dépend de la hauteur de couche et de l'épaisseur de cordon choisie. (Pour mémoire, FDM signifie modélisation par dépôt fondu et FFF signifie fabrication de filaments fondus)
5. Laser et scanner
Cela crée un faisceau infrarouge ou ultraviolet pour durcir un matériau de base. Les lasers IR, généralement au CO2, sont utilisés pour faire fondre des polymères ou des métaux. D'autre part, les lasers UV sont utilisés pour durcir les résines photopolymères. Les imprimantes 3D à base de laser peuvent réguler la position et la direction du faisceau via des miroirs et des galvos ou un mouvement linéaire. Un système de balayage laser galvo est plus rapide mais aussi plus sophistiqué et coûteux. Chaque système scanne un composant 3D pour cette couche dans les mouvements de va-et-vient rapides.
Selon le matériau à numériser, une méthode de numérisation particulière peut être plus appropriée qu'une autre. Par exemple, un système de fusion sélective au laser peut surveiller de minuscules îlots de matériau pour aider à contrôler l'accumulation de contraintes sur les couches individuelles.
6. Projecteur DLP et UV
Dans l'impression photopolymère, un projecteur de lumière numérique est utilisé. Les imprimantes 3D DLP utilisent une seule image en coupe d'un article pour durcir une zone considérable du matériau. Sans aucun doute, il est plus rapide que les systèmes laser UV, qui nécessitent un balayage rapide pour fixer une couche. Carbon DLS crée des caractéristiques isotropes sur des composants imprimés en 3D en déplaçant un DLP dans la direction Z.
7. Construire la chambre et construire le cadre
La chambre de construction fait référence à une zone fermée dans laquelle la pièce est imprimée. Le lit de fabrication, les extrudeuses, l'alimentation en matériaux et les systèmes laser et galvo sont des exemples de son inclusion. Une impression commence avec le lit de pièce à son état minimal, avec de la place pour que le lit de pièce ou l'extrudeuse linéaire se déplace sur l'axe Z.
8. Cadre échangeable/interchangeable
C'est un compartiment amovible pour la production AM. Pendant que le travail précédent est en cours de traitement, un nouveau cadre peut être activé pour imprimer le travail suivant. SLS, DMLS et HP MJF l'utilisent tous.
9. Faisceau d'électrons
Pour produire de la chaleur, les électrons sont accélérés et focalisés dans un faisceau étroit. L'impression 3D métallique utilise la fusion par faisceau d'électrons (EBM) et, contrairement aux lasers, des champs magnétiques variables peuvent contrôler les faisceaux d'électrons, éliminant ainsi le besoin de galvos ou de systèmes de mouvement linéaire.
10. Alimentation matérielle et trémie
L'alimentation en matériau et la trémie se réfèrent à la source d'approvisionnement en matériau pour le composant et la structure de support. Les extrudeuses sont nécessaires pour les méthodes à base de filaments telles que le FDM, tandis que les plates-formes à lit de poudre utilisent une dose de matériau calibrée. Le matériau est fourni dans des systèmes à lit de poudre tels que SLS ou DMLS par gravité ou par une alimentation à piston vertical et un dispositif de recouvrement.
11. Bac de débordement et débordement de matériau
Un conteneur appelé bac de débordement est utilisé pour stocker les restes de matériel. Les systèmes de projection de matériau ou de filament peuvent l'utiliser pour conserver le matériau mis au rebut. En revanche, le matériau est couramment recyclé ou réutilisé pour les systèmes à lit de poudre et photopolymère tout en le stockant dans un environnement contrôlé.
12. Saisie des données
L'étape d'interface est l'endroit où les couches, les commandes de la machine et d'autres données sont introduites dans le contrôleur. Les données sont fréquemment produites sur un ordinateur différent et envoyées via USB, Wi-Fi, Ethernet ou série.
13. Contrôle de mouvement linéaire
C'est une partie du châssis de la machine contrôlée par une poulie, une courroie, un servo, une vis ou un actionneur qui déplace les caractéristiques de l'imprimante 3D sur l'axe X, Y ou Z. Certaines imprimantes déplacent la tête d'impression dans les directions X et Y tout en déplaçant le lit de construction en Z. Une commande linéaire peut être utilisée pour déposer le matériau dans la plate-forme de construction ou retirer le surplus de matériau dans les bacs de débordement.
14. Structure/matériel de soutien
La structure de support est un matériau utilisé pour lier une pièce à la zone de construction et établir un cadre sur lequel souder ou déposer du matériau lors de la réalisation de parties en surplomb en impression 3D.
15. Niveleur de lit et nivellement du lit
Le nivellement du lit est une fonction standard sur les imprimantes de bureau qui mesure automatiquement la distance de déplacement entre la tête d'impression et la plate-forme de fabrication. Le système s'ajuste ensuite aux modifications mineures du plan d'impression susceptibles de créer des impressions irrégulières ou infructueuses.
16. Jet de matériau
Un jet de matière est une tête de dépose qui se déplace de manière linéaire, à la manière d'un jet d'encre, et positionne des micro-gouttelettes de matière. Le matériau déposé peut être utilisé pour créer l'objet directement, ajouter de la couleur ou des produits chimiques réactifs, ou lier le matériau en poudre avant le traitement ultérieur.
17. Impression, pièce, objet, pièce
La pièce finie, l'impression, l'objet ou la pièce à usiner est le produit tangible de l'imprimante 3D. En revanche, une structure de support sacrificielle peut également être imprimée sur la plate-forme de construction.
18. Recouvreur et rouleau
Le recoater ou le rouleau est une lame ou un cylindre mécanique qui pousse le matériau d'une extrémité de la chambre de construction à l'autre, déversant le surplus dans des bacs de trop-plein. Les systèmes à lit de poudre tels que SLS, DMLS et HP MJF échouent fréquemment en raison des caractéristiques des composants qui se plient vers le haut dans le chemin du dispositif de recouvrement, se coincent et traînent sur la zone d'impression.
19. Plaque de construction/feuille/surface
La surface de construction est une partie du lit de construction qui peut être échangée pour réinitialiser l'imprimante 3D pour une nouvelle impression. En tant que couche initiale du matériau de construction, les plaques et les feuilles de construction sont essentielles pour les imprimantes 3D qui nécessitent une structure de support. Les défauts des pièces sont également causés par une mauvaise liaison au niveau de la plaque de construction.
20. Logiciel de configuration de construction
Un logiciel de configuration de construction unique prépare un fichier de maillage pour l'impression 3D. Les fichiers STL peuvent être automatiquement corrigés en corrigeant les lacunes du maillage et en inversant ou en cassant les fonctionnalités. Autrement appelés fichiers "étanches", les fichiers imprimables ont une géométrie de maillage continu sur leur surface. Ce programme peut positionner l'élément sur une plate-forme de construction virtuelle, créer des supports, ajuster les remplissages et simuler la construction. Avant l'impression, la simulation de construction peut aider à estimer le timing et à découvrir les difficultés.
Plusieurs pièces peuvent être construites sur une plate-forme de construction avant d'être transférées sous forme de données à lire par l'imprimante 3D. Les informations spécifiques à la couche obtenues en simulant et en exportant la construction sont parfois appelées "tranchage". Le logiciel de configuration de build commercial le plus populaire est Materialise Magics, qui peut être utilisé pour diverses plates-formes professionnelles. La génération de support personnalisé et l'imbrication de construction optimale pour les plates-formes à lit de poudre peuvent être ajoutées à chaque plate-forme.
Comment démarrer avec l'impression 3D ?
Examinons quelques considérations avant de vous lancer dans l'impression 3D.
Type de fichier préféré
La plupart des fichiers CAO sont en STEP. La plupart des applications CAD et CAM acceptent les formats Parasolid comme STEP. Contrairement aux formats de maillage tels que STL et OBJ, Parasolids stocke des informations sur les unités et d'autres fonctionnalités. Les exportations natives à partir d'outils tels que Solidworks peuvent également aider les services à explorer l'arborescence des fonctionnalités paramétriques en résolvant les problèmes de modèle susceptibles d'influencer l'impression.
Exportations STL et maillage
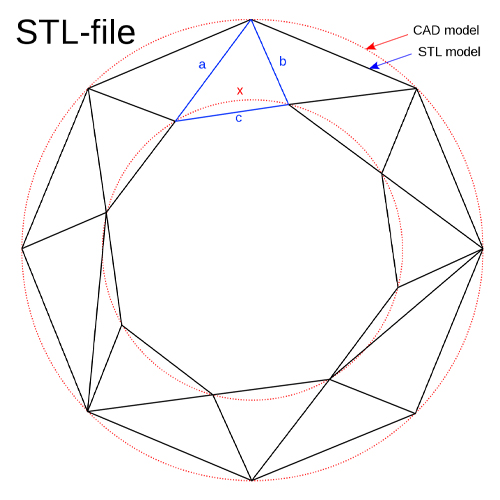
Le logiciel de configuration de construction d'imprimante 3D nécessite un fichier de maillage, tel qu'un STL ou un OBJ. Les fichiers CAO Parasolid peuvent être convertis en fichiers STL, et les fichiers STL ne peuvent pas être reconvertis en CAO paramétrique. La création de fichiers STL à une résolution qui correspond au processus d'impression 3D tout en réduisant la taille du fichier est cruciale. Notez que les fichiers STL conservent les données de surface de maillage sous la forme de séries de triangles.
La tessellation de surface incurvée réduit les détails des fonctionnalités dans les exportations de maillage, ce qui rend difficile, voire impossible, l'inversion d'une STL en Parasolid. Les fichiers STL contiennent uniquement la géométrie du maillage extérieur et aucune information supplémentaire sur les composants. Étant donné que la plupart des imprimantes 3D lisent les fichiers en millimètres (mm), il est essentiel de produire en millimètres. Sinon, le fichier téléchargé peut être lu différemment.
Pour exporter une STL dans SolidWorks, basculez Déviation et Angle. Si vous voulez obtenir les meilleurs résultats, vous devez choisir Personnalisé et déplacer chaque barre d'environ 80% vers la droite.