

Introducción
Proporcionaremos la precisión dimensional como un método de diferentes tecnologías de impresión 3D comparación. Cada tecnología tiene sus puntos fuertes y débiles, pero los factores clave para determinar la precisión de las piezas son los siguientes:
Diseño: la precisión de las piezas depende en gran medida del diseño. En el proceso de enfriamiento y curado, las variaciones de tensión interna darán lugar a deformaciones o encogimientos. Impresión 3d tecnologías no son adecuadas para características largas y delgadas o superficies planas, la precisión final disminuirá en piezas de gran tamaño.
Materiales: La precisión también depende de los materiales. Es común sacrificar la precisión por mejora de propiedades especiales. Como las resinas estándar pueden proporcionar una pieza más precisa que la resina flexible. Recomendaremos aplicar materiales estándar para requisitos de alta precisión.
Variación de precisión
La precisión de las piezas 3D se cuantifica mediante los siguientes parámetros:
Precisión dimensional: estos valores cuantitativos de los fabricantes de impresoras y proveedores de materiales determinarán la precisión esperada de las piezas. Todas las tolerancias son respecto a diseño de piezas de pozo en impresoras bien calibradas.
Deformación o contracción: La probabilidad de deformación o contracción depende en gran medida del diseño de piezas en 3D. Sin embargo, hay algunas tecnologías que tienen un alto riesgo inherente de deformación o encogimiento.
Requisito de soporte: El aplicación de soporte afectará la precisión de la superficie y las características de la pieza. Si bien esto también afectará el acabado de la superficie de la pieza en el proceso de eliminación.
Precisión de FDM
FDM es la tecnología más adecuada para la creación de prototipos de bajo costo. En este caso, la forma y el ajuste de las piezas son más importantes que su función. FDM crea una pieza capa sobre capa con termoplástico en la plataforma de construcción, las piezas grandes provocarán una gran variación de temperatura en la plataforma de construcción. Debido a que el área de las diferentes piezas se enfriará a un ritmo diferente, la tensión interna de la pieza provocará deformaciones o encogimientos. Podemos resolver estos problemas mediante la impresión de balsas, lechos calientes, radios en bordes afilados y esquinas.
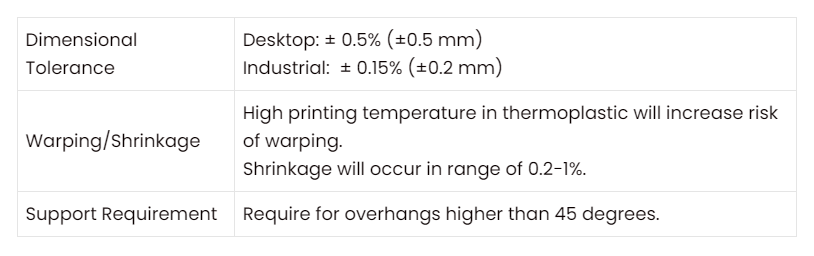
| Tolerancia Dimensional | Escritorio: ± 0,51 TP2T (± 0,5 mm) Industriales: ± 0,15% (±0,2 mm) |
| Deformación/Contracción | La alta temperatura de impresión en termoplástico aumentará el riesgo de deformación. La contracción ocurrirá en el rango de 0.2-1%. |
| Requisito de soporte | Requerido para voladizos superiores a 45 grados. |
Precisión del SLA
ANS aplique un sistema láser para solidificar áreas específicas en el tanque de resina y cree una capa de sección transversal de la pieza a la vez. Todas estas áreas curadas no se solidifican por completo hasta el posprocesamiento UV. En este caso, el área sin soporte se combará, especialmente con ángulos y orientaciones especiales. Una vez capa por capa, este efecto se acumulará hasta la discrepancia de la dimensión final en piezas SLA altas. La discrepancia de dimensiones también ocurrirá en el proceso de pelado, la fuerza de tracción dará lugar a la flexión en piezas impresas blandas. Las resinas con propiedades altamente flexibles tienen un mayor riesgo de deformación, lo que no es adecuado para aplicaciones de alta precisión.
| Tolerancia Dimensional | Escritorio: ± 0,51 TP2T (± 0,10 mm) Industriales: ± 0,15% (±0,01 mm) |
| Deformación/Contracción | Áreas no admitidas |
| Requisito de soporte | Esencial para piezas precisas |
Precisión de SLS
SLS utiliza un sistema láser para sinterizar materiales en polvo, puede producir piezas con alta precisión y geometría compleja. El sistema láser sinteriza el polvo capa por capa para crear las piezas sólidas finales. Para reducir la probabilidad de deformación o encogimiento, SLS aplica las cámaras de construcción calentadas. Sin embargo, el gradiente de temperatura en grandes partes de SLS, donde las capas inferiores se enfrían mientras que las capas superiores tienen una temperatura elevada. Además, todas las piezas impresas deben enfriarse lentamente en el polvo, esto costará 50% del tiempo total de producción.
| Tolerancia Dimensional | ± 0,31 TP2T (± 0,3 mm) |
| Deformación/Contracción | Contracción en la rabia de 2-3% |
| Requisito de soporte | No requerido |
Precisión de MJF
MJF es la tecnología más precisa de impresión 3D, debido a que no hay calor involucrado en el proceso de impresión, rara vez se producen deformaciones y encogimientos en este proceso. La mayoría de los problemas de precisión dimensional están relacionados con las especificaciones de la impresora, como características finas o paredes delgadas. El soporte MJF es una estructura sólida, se retira después de la impresión. El soporte sólido puede dar lugar a una impresión de alta precisión en la superficie de contacto. Debemos preocuparnos por el posprocesamiento de las piezas MJF, ya que el calor ambiental, la humedad o la luz solar provocarán deformaciones y cambios de dimensión.
| Tolerancia Dimensional | ± 0,11 TP2T (± 0,05 mm) |
| Deformación/Contracción | Sin problema |
| Requisito de soporte | Esencial para piezas precisas |
Precisión de DMLS
DMLS utilice un sistema láser para sinterizar o fundir polvo metálico de forma selectiva para producir piezas metálicas. Produce piezas capa por capa en un ambiente controlado y calentado. La construcción capa por capa con alta temperatura creará gradientes térmicos extremos, lo que dará lugar a un alto estrés interno.
Las piezas DMLS tienen un alto riesgo de distorsionarse o deformarse, por lo que un buen diseño y orientación de la pieza son fundamentales para crear piezas precisas. La estructura de soporte es vital para minimizar la distorsión en el proceso de impresión, la mayoría de las piezas están construidas sobre una placa de metal sólida y deben retirarse después de la impresión. Se necesitan estructuras de soporte sólidas y de celosía para mantener las piezas unidas a la cama y dejar de separarse. La mayoría de las piezas de DMLS requerían alivio de tensión mediante tratamiento térmico antes de retirarlas de la placa de construcción.
| Tolerancia Dimensional | ± 0,1 mm |
| Deformación/Contracción | Alto riesgo de encogimiento o deformación |
| Requisito de soporte | Esencial para piezas precisas |