


Das Gewindeschneiden von Teilen ist ein wesentliches Element in der Metallbearbeitung. Hersteller sollten die Bedeutung der Verwendung von Bearbeitungsgewinden in ihren Betrieben nicht übersehen. Auf dem globalen Markt ist eine große Vielfalt an Anschlüssen und Fittings erhältlich, wodurch es zunehmend schwieriger wird, die richtigen Gewinde für bestimmte Anwendungen zu finden.
Um den Gewinn zu maximieren, ist es wichtig, die verschiedenen verfügbaren Threading-Technologien zu erkunden. Dieser Artikel enthält eine grundlegende Anleitung zum maschinellen Gewindeschneiden.
Gewindebearbeitung in der Teilefertigung
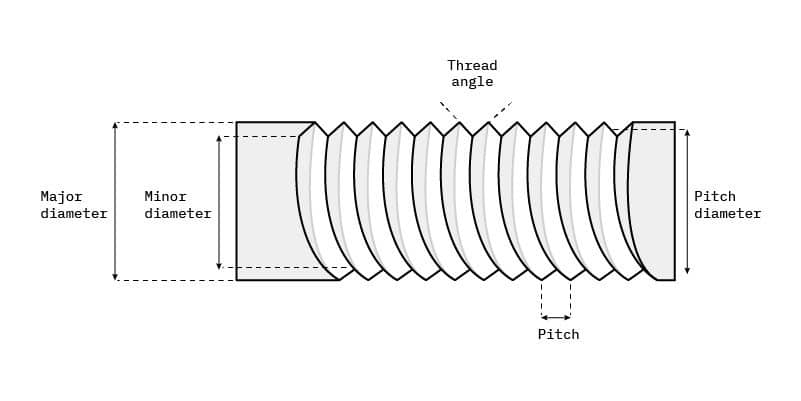
Ein Gewinde ist ein kontinuierlicher, spiralförmiger Grat mit einem gleichmäßigen Abschnitt auf der Oberfläche eines Zylinders oder eines Kegels. Es kann entweder intern an einer Mutter oder extern an einer Schraube oder a gesehen werden Bolzen.
Sein Hauptzweck besteht darin, eine Verbindung zwischen zwei Objekten herzustellen, z. B. der Oberseite und dem Deckel einer Wasserflasche, um eine Dichtung zu schaffen, die das Austreten von Flüssigkeiten verhindert. Wenn zwei Teile auf diese Weise verbunden sind, können sie Bewegung übertragen und mechanische Vorteile erzielen. Bei der Bearbeitung von Gewinden ist es wichtig, die folgenden Begriffe zu verstehen:
- Flanke: Die Flanke ist der Abschnitt, der den Kamm mit der Wurzel verbindet und in einer axialen Ebene liegt.
- Wurzel: Die Wurzel befindet sich an der Unterseite der Gewinde und ist die Oberfläche, die die Flanken benachbarter Gewindeformen verbindet.
- Steigung: Die Messung des Abstands zwischen Bereichen entsprechender Gewinde entlang einer parallelen Linie wird als Steigung bezeichnet. Der theoretische Durchmesser eines Zylinders oder Kegels wird als Flankendurchmesser bezeichnet.
- Spitze: Die Spitze eines Gewindes ist der höchste Punkt des Profils, der Bereich, der am weitesten vom Kegel oder Zylinder entfernt ist, wo das Gewinde hervorsteht.
- Helixwinkel: Steigungswinkel ist der Winkel, den ein gerades Gewinde in Bezug auf die Gewindeachse bildet. Bei kegeligem Gewinde wird der Spiralwinkel durch die konische Spiralfläche des Gewindes bestimmt.
Arten von Bearbeitungsgewinden
Bei der Kategorisierung von Threads gibt es unterschiedliche Standards. Im Allgemeinen sind Befestigungselemente entweder beabstandete Gewinde oder Akkuschrauber Gewinde, während die häufigsten vereinheitlicht und metrisch sind.
Hier werden wir die zwei Haupttypen von Threads besprechen: interne und externe Threads.
Interne Threads
Innengewinde, sogenannte Innengewinde, werden durch maschinelle Bearbeitung entweder mit einem Einlippen-Gewindewerkzeug oder einer herkömmlichen Gewindekappe hergestellt, und der Prozess findet nur an konkaven Oberflächen statt. Die Notwendigkeit eines Innengewindes ergibt sich, wenn das Werkstück das Einsetzen von Schrauben erfordert, wozu Zerspaner entweder Handgewindebohrer oder Maschinengewindebohrer verwenden.

Externe Threads
Auch als Schraubengewinde bekannt, wird es in Schrauben, Bolzen, Stehbolzen und Lehrdornen verwendet und kann mit einem erstellt werden Drehbank, was eine sehr effiziente Methode ist. Alternativ kann eine Rundmatrize in einem feststehenden Schneideisenhalter angeordnet werden und zur manuellen Herstellung des Außengewindes verwendet werden. Außerdem sind Sechskant- und Vierkantbacken erhältlich, die häufig verwendet werden, wenn eine Verriegelung erforderlich ist.

Erfahren Sie mehr über unsere CNC-Schraubenbearbeitungsdienste
Möglichkeiten zur Verbesserung der Effizienz der Gewindeherstellung
1. Nennen Sie Gewindetiefen an Sacklöchern
Sacklöcher sind Löcher, die nicht die gesamte Wandstärke eines Bauteils durchdringen können. Wenn Sie ein Gewinde an einem Sackloch wünschen, müssen Sie immer die Tiefe des Gewindes angeben.
2. Branchenstandards übernehmen
Die Einhaltung der Industriestandards für das Gewindeschneiden kann für Sie im Hinblick auf Zeit und Kosten im Herstellungsprozess sehr vorteilhaft sein. Wenn Sie eine bereits vorhandene Lösung finden können, ist dies oft effizienter, als selbst eine zu erstellen. Es wird empfohlen, so weit wie möglich die Standardtypen und -serien zu verwenden.
NPT und BSP sind zwei Arten von Fäden, die in bestimmten Regionen auch häufig verwendet werden; allerdings tun sich ausländische lieferanten ohne besonderes Know-how damit oft schwer. Daher wird empfohlen, Designentscheidungen immer so zu treffen, dass möglichst viele Hersteller das Produkt liefern können.
- Gängige Größen: UN-Liste, metrische Liste
- Gemeinsame Serien: UN (UNC und UNF) und Metrisch (M).
3. Beachten Sie die Lochgrößen
Bei der Herstellung von Teilen mit Gewindekomponenten kommt es vor, dass die angegebene Gewindegröße nicht mit der Größe des Lochs zu korrelieren scheint, in das sie passen soll. Dies kann ein Problem sein, da es Unsicherheit darüber schafft, ob das Problem bei der Gewindegröße oder dem Durchmesser des Lochs liegt. Daher müssen Sie vorsichtig sein, keine Annahmen zu treffen, und diese Verwirrung kann letztendlich zu einer erheblichen Verzögerung der Produktionszeit führen, deren Lösung mindestens ein bis zwei Tage in Anspruch nimmt.
Arten der Gewindebearbeitung/Gewindeherstellungsmethoden
Es gibt verschiedene Ansätze zur Herstellung von Schraubengewinden, wobei die am besten geeignete Technik in Abhängigkeit von einer Reihe von Faktoren wie Zeitbeschränkungen, Budget, erforderliche (oder nicht erforderliche) Genauigkeit, verfügbare Ausrüstung und Kosten des Gewindeprodukts bestimmt wird (was von der Menge der zu erstellenden Teile abhängt) usw.
Es wurden viele Methoden zum Erstellen von Threads entwickelt, wobei alle Optionen und Überlegungen unten im Detail erörtert werden.
Subtraktive Methoden
1. Gewindeschneiden
Das Gewindeschneiden wird für eine Vielzahl von Zwecken eingesetzt, z. B. wenn die volle Gewindetiefe erforderlich ist, die Menge gering ist, der Rohling nicht sehr präzise ist, ein Gewinde bis zu einer Schulter erforderlich ist, ein konisches Gewinde geschnitten werden muss oder das Material ist zerbrechlich.
Gewindefräsen
Gewindefräsen ist ein Prozess, bei dem ein rotierender Fräser verwendet wird, um spiralförmige Werkzeugwege zu erstellen, etwas, das früher mechanisch angeordnet wurde, aber jetzt durch den weit verbreiteten Einsatz von CNC-Maschinen möglich ist. Diese Methode des Gewindeschneidens ist schneller, birgt ein geringeres Werkzeugbruchrisiko und kann verwendet werden, um mit demselben Werkzeug sowohl Links- als auch Rechtsgewinde zu erzeugen. Darüber hinaus ist es eine bevorzugte Technik für große und unhandliche Werkstücke, die andernfalls erfordern würden, dass sie zur Drehung eingerichtet werden. Beim Gewindefräsen werden entweder Voll- oder Wendeschneidwerkzeuge verwendet:
- Solide Fräser sind im Allgemeinen auf Löcher mit einer Größe von mehr als 6 mm (0,24 Zoll) beschränkt. Solide Mehrform-Gewindeschneidwerkzeuge sehen zwar wie Gewindebohrer aus, haben aber keine Verjüngung oder Einführung Fase, wodurch das Gewinde innerhalb einer Steigungslänge des Bodens eines Sacklochs gebildet werden kann.
- Für Bohrungen größer als 12 mm (0,47 Zoll) können Wendeschneidplatten für Innengewinde verwendet werden. Wenn der Einsatz verschlissen ist, kann er einfach und kostengünstiger ersetzt werden. Allerdings ist die Taktzeit in der Regel länger als bei massiven Werkzeugen.
Das Gewindefräsen bietet einen Vorteil gegenüber dem Gewindebohren, das erst beim dritten Gewindegang ein vollständiges Gewindeprofil erzeugt.

Erfahren Sie mehr über unsere CNC-Fräsen Fähigkeiten
Spannend
Der Prozess des Einfädelns und Bohren Innengewinde mittels eines spezialisierten Schneidewerkzeug auf einer CNC-Fräse ist ein spannendes Erlebnis. Dieses Schneidwerkzeug umfasst eine Spitze, die wie ein Bohrer oder ein Schaftfräser mit Zentrierschnitt geformt ist, und einen Körper mit einer gewindeförmigen Form sowie eine Senkschneideform in der Nähe des Schafts. Zunächst wird mit dem Werkzeug das Loch eingetaucht und gebohrt, dann wird das Gewinde mit dem Mehrformfräser zirkular interpoliert.
Durch die Verwendung dieser Methode kann das Bohren, Anfasen und Gewindeschneiden eines Lochs in einem Zyklus abgeschlossen werden, wodurch die Notwendigkeit eines separaten Werkzeugs, Werkzeughalters und Werkzeugwechsels entfällt. Dieses Verfahren ist jedoch auf Bohrungen mit einer Tiefe beschränkt, die nicht größer als der dreifache Durchmesser des Werkzeugs ist.

Erfahren Sie mehr über unsere CNC-Bohren Fähigkeiten
Single-Point-Threading
Einzelpunktgewindeschneiden ist ein Prozess, bei dem ein Einzelpunktwerkzeug verwendet wird, um eine Gewindeform auf einem Zylinder oder Kegel zu erzeugen, entweder außen oder innen. Es erfordert die genaue Drehung des Werkstücks, um die Steigung des Gewindes zu bestimmen.
Übliche Maschinen, die heute für diesen Prozess verwendet werden, sind Motordrehmaschinen und CNC-Drehmaschinen. CNC-Maschinen sind in der Lage, die Beziehung zwischen Werkzeug und Spindelposition zu verfolgen, was eine schnelle und einfache Programmierung ermöglicht.
Obwohl das gesamte Gewindeschneiden mit einem Einpunktwerkzeug durchgeführt werden könnte, werden normalerweise andere Verfahren wie Gewindeschneiden, Gewinderollen und Gewindeschneiden verwendet, wenn eine große Anzahl von Gewinden benötigt wird oder aus Kostengründen. Unter bestimmten Umständen kann jedoch das Einzelpunkt-Gewindeschneiden bevorzugt werden, z. B. wenn ein spezielles Gewinde benötigt wird oder wenn eine hohe Konzentrizität mit gleichzeitig bearbeiteten anderen Teilemerkmalen erforderlich ist.
Wendelförmiges Räumen (Punch Tap)
Wendelförmiges Räumen wurde entwickelt, um den Werkzeugweg beim Gewindebohren zu reduzieren. Dieser Prozess, der dem herkömmlichen Gewindebohren ähnelt, jedoch eine schnellere Bewegung aufweist, erfordert eine bestimmte Werkzeuggeometrie und einen Werkzeugweg, um das Gewinde schnell in einer einzigen halben Umdrehung einzuführen und zurückzuziehen, wodurch die Zykluszeit und der Energieverbrauch reduziert werden.
Dieses Verfahren ist für alle Löcher kostengünstig, die die zwei kleinen Schnellspiralnuten, die es hinterlässt, sicher aufnehmen können, was in vielen verschiedenen Anwendungen anwendbar ist.
Taps und stirbt
Ein typischer Ansatz zum Gewindeschneiden ist das Schneiden mit Gewindebohrern und Schneideisen. Im Vergleich zu Bohrern werden bei Handgewindebohrern die entstehenden Späne nicht automatisch abgeführt. Ein Handgewindebohrer ist nicht in der Lage, sein Gewinde in einer einzigen Umdrehung zu schneiden, da dies lange Späne erzeugt, die den Gewindebohrer kurzzeitig blockieren und zum Bruch führen können (ein Problem, das als „Verdichtung“ bekannt ist).
Daher wird beim manuellen Gewindeschneiden empfohlen, die Gewinde um 1/2 bis 2/3 Umdrehung (180-240° Drehung) zu schneiden, gefolgt von einer Rückwärtsdrehung des Gewindebohrers um etwa 1/6 Umdrehung (60°), bis die Späne werden durch die Hinterkanten der Messer gebrochen. Es kann erforderlich sein, den Gewindebohrer regelmäßig aus dem Loch herauszunehmen, um die Späne zu entfernen, insbesondere beim Gewindeschneiden eines Sacklochs.
Für kontinuierliche Gewindeschneidvorgänge werden spezielle Spiralspitzen oder „Pistole“-Gewindebohrer verwendet, um die Späne auszustoßen und ein Anhäufen zu verhindern.
2. Gewindeschleifen
Das Gewindeschleifen ist ein spanendes Bearbeitungsverfahren zur Herstellung präziser Gewinde auf harten Materialien. Sie erfolgt auf einer Schleifmaschine mit speziell abgerichteten Schleifscheiben, die der Form der Gewinde entsprechen.
Es gibt drei Arten des Gewindeschleifens:
- Spitzenschleifen mit axialer Zustellung: Das Spitzenschleifen mit axialer Zustellung ist am weitesten verbreitet und ähnelt dem Gewindeschneiden auf einer Drehmaschine.
- Gewindeschleifen mit Zentrumszustellung: Es wird eine Schleifscheibe mit mehreren Rippen verwendet, und beim Gewindeschleifen ohne Zentrum werden Rohlinge den Schleifscheiben zugeführt.
- Spitzenloses Gewindeschleifen: Die Produktionsrate des spitzenlosen Gewindeschleifens beträgt normalerweise 60 bis 70 Teile pro Minute für eine 0,5 Zoll (13 mm) lange Stellschraube.
3.Gewindeläppen
Üblicherweise wird anschließend Gewindeschneiden oder Schleifen mit Gewindeläppen durchgeführt, um das Maximum herauszuholen genaue Präzision und Oberflächengüte möglich. Dies ist ein Verfahren im Werkzeugbau, das verwendet wird, wenn ein Höchstmaß an Genauigkeit erforderlich ist, das normalerweise nur für die Leitspindeln oder Kugelumlaufspindeln anspruchsvoller Werkzeugmaschinen vorgesehen ist.
4.Threading mit EDM
Teile mit Innengewinde können durch elektrische Entladungsbearbeitung (EDM) in zähe Materialien unter Verwendung einer Senker-Maschine geformt werden.
Deformative oder transformative Methoden
Gewindegießen und Formen
Gewinde in Metallteilen können direkt durch die Geometrie des Formhohlraums in der Form oder Matrize geformt werden, wo das Material zu einer Flüssigkeit erhitzt oder mit einer Flüssigkeit vermischt wird, die entweder trocknet oder aushärtet. Die Gewinde können dann je nach Anwendung spanend bearbeitet oder im Gusszustand belassen werden.
Dies ist heute die wichtigste Methode zur Gewindeerzeugung in der Fertigung, da die Formenbauer über Millionen von Zyklen hinweg präzise arbeiten müssen. Gängige Beispiele für geformte Kunststoffgewinde sind Getränkeflaschen, während Kabelverschraubungen gängige Beispiele für Druckgussgewinde sind.
Erfahren Sie mehr über unsere Kundenspezifische Druckguss-Services
Gewindeformen und Walzen
Gewindeformen und Gewinderollen sind Techniken, die zum Formen von Schrauben anstelle von Schneidtechniken verwendet werden. Ein Gewindewalzwerkzeug wird verwendet, um einen Rohling zu pressen und die Gewinde zu formen. Dieses Verfahren kann für die Massenproduktion verwendet werden, da es in der Lage ist, bis zu einem Stück pro Sekunde zu produzieren. Außerdem wird weniger Material verbraucht, da die Rohlingsgrößen kleiner sein können als beim Schneiden von Gewinden; Es besteht eine potenzielle Materialeinsparung von 15-20%.
Außerdem sind gerollte Gewinde leicht zu erkennen, da sie einen größeren Durchmesser haben als der Stangenrohling, aus dem sie hergestellt sind. Sofern nicht gegenübergestellt, haben die Endgewinde von gerollten Befestigungselementen ein schalenförmiges Ende, da das überschüssige Material gleichmäßig über das Ende des Rohlings fällt.
| Beschreibung | Bild | Anwendung |
| Planeten stirbt (Planetenrolle) | 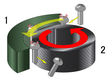 | Antriebsschrauben, Großserienschrauben und Blechschrauben |
| Flachmatrizen (Flachwalze) | 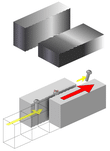 | Maschinen-, Blech- und Holzschrauben |
| Zylindrische Zuführung 2 Matrizen | 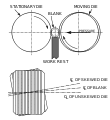 | Stangenmaterial mit Gewinde, große oder ausgeglichene Schrauben |
| Zylindrische Zustellung 3 Matrizen | 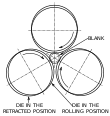 | Stangenmaterial mit Gewinde, Rohrverschraubung, Zündkerzen |
| Gewindedurchmesser (In.) | Planetarisch (Stück/min) | Flach stirbt (Stück/min) | Zylindrisch (Stück/min) |
| 1/8 | 450 bis 2000 | 40 bis 500 | 75 bis 300 |
| 1/4 | 250 bis 1200 | 40 bis 400 | 60 bis 150 |
| 1/2 | 100 bis 400 | 25 bis 90 | 50 bis 100 |
| 3/4 | – | 20 bis 60 | 5 bis 10 |
| 1 | – | 15 bis 50 | 1 bis 50 |
Additive Methoden
Der 3D-Druck, auch als additive Fertigung bekannt, ist ein Prozess, der in der Kommerzialisierung an Bedeutung gewinnt, darunter:
- Fused Deposition Modeling (FDM)
- Selektives Lasersintern (SLS)
- Selektives Laserschmelzen (SLM)
- MultiJet-Fusion (MJF)
- Stereolithographie (SLA)
- Direktes Metall-Lasersintern (DMLS)
- Elektronenstrahlschmelzen (EBM)
- Binder-Jetting
Während diese Methoden oft in den Materialeigenschaften, die sie erzeugen können, und den Oberflächengüten, die sie erzeugen können, begrenzt sind, werden sie im Laufe der Zeit immer leistungsfähiger. Als Beispiel für den Erfolg der additiven Fertigung für Gewindeteile wurden SLS und SLM verwendet, um Titanimplantate mit Gewinde zur Verwendung in Zahnimplantaten und Knochenschrauben herzustellen.
Erfahren Sie mehr über unsere 3D-Druckdienste
Kombinationen verschiedener Methoden
Das Kombinieren mehrerer Techniken wie subtraktiver, additiver, transformativer oder deformativer Methoden in einer neuen Form wird häufig in Kombination verwendet, um wünschenswerte Ergebnisse zu erzielen.
Diese Art der Fertigung kann auch als bezeichnet werden Rapid-Prototyping, Desktop Manufacturing, Direct Manufacturing, Direct Digital Manufacturing, Digital Fabrication, Instant Manufacturing oder On-Demand Manufacturing.
Erfahren Sie mehr über unsere Rapid-Prototyping-Services
Tipps für die Gewindebearbeitung
Der erfolgreiche Einsatz der Gewindeschneidtechnik erfordert mehr als nur das Wissen, wie man Gewinde schneidet. Hier sind einige Konstruktionstipps, die Ihnen dabei helfen, die Vorteile der Gewindeschneidtechnologie zu maximieren:
- Das Hinzufügen einer Fase an den Enden des Außengewindes sorgt für ein besseres Finish.
- Der Anfangspunkt eines Gewindes muss eine ebene Fläche haben, die an der Mittelachse des Gewindes ausgerichtet ist.
- Bei Innengewinden kann eine Senkung verwendet werden, um ein besseres Finish zu erzielen.
- Rohrteile müssen beim Gewindeformen oder Gewindeschneiden druckbedingt eine erhöhte Wandstärke aufweisen.
- Die Verwendung einer Standard-Gewindegröße ist kostengünstiger als die Verwendung einer einzigartigen Gewindegröße.
- Niedrigere Gewinde sind höheren Gewinden vorzuziehen, wenn es keine Vorgaben für die Gewindegröße gibt.
Fazit
Die erfolgreiche Ausführung der Herstellung von Teilen mit höchster Qualität erfordert ein tiefgreifendes Verständnis der Fertigungstechniken. Die Gewindebearbeitung, ein wesentliches Element des Herstellungsprozesses, kann eine Herausforderung darstellen, da sie spezielle Fähigkeiten und fortschrittliche Ausrüstung erfordert. Warum lagern Sie Ihre Fertigungsanforderungen nicht an einen zuverlässigen Lieferanten aus? Runsom-Präzision ist die perfekte Wahl für die Präzisionsbearbeitung von Gewinden.
Bei Runsom Precision verfügt unser Team von Ingenieuren über eine umfangreiche Menge an CNC-Projektkenntnisse und Fachwissen, das in einem Jahrzehnt Branchenerfahrung erworben wurde. Wir priorisieren die Bedürfnisse unserer Kunden, um sicherzustellen, dass unsere Gewindeteile ihren Erwartungen entsprechen und einer längeren Nutzung standhalten, während wir gleichzeitig qualitativ hochwertige Dienstleistungen zu günstigen Preisen anbieten.
Wenn Sie Fragen haben oder möchten Laden Sie Ihre Designdateien hoch Um ein sofortiges Angebot zu erhalten, zögern Sie nicht Kontaktieren Sie uns per E-Mail.
Andere Artikel, die Sie interessieren könnten:


