


Die Identifizierung des geeigneten Gewindetyps ist für die optimale Leistung Ihrer Ausrüstung von entscheidender Bedeutung. Pneumatikkomponenten wie Luftaufbereitungseinheiten, Luftzylinder und Ventile sind mit spezifischen Anschlussgewinden ausgestattet, und die Auswahl des richtigen Gewindetyps garantiert maximale Kompatibilität mit Ihrer Ausrüstung. Auch wenn Threads auf den ersten Blick ähnlich erscheinen, können geringfügige Abweichungen dazu führen, dass sie nicht miteinander kompatibel sind. Beispielsweise können G-Gewinde aufgrund unterschiedlicher Winkel, Formen usw. nicht mit NPT-Gewinden verwendet werden Gewindesteigungen (d. h. Fäden pro Zoll).
Um Ihnen das Erkennen des Gewindetyps zu erleichtern, schließen wir mit einer einfachen Schritt-für-Schritt-Anleitung ab. Darüber hinaus besprechen wir einige der gängigsten Anschlussgewindetypen, wie NPT/NPTF, BSPP (auch bekannt als G), BSPT (auch bekannt als R), PT, metrisch (M) und SAE, und stellen auch Maßtabellen dafür bereit Thread-Typen als Referenz.
Grundlagen von Threads
Es gibt viele Variationen verschiedener Garnarten. Nachfolgend werden die grundlegenden Aspekte von Threads erläutert.
Entwurf
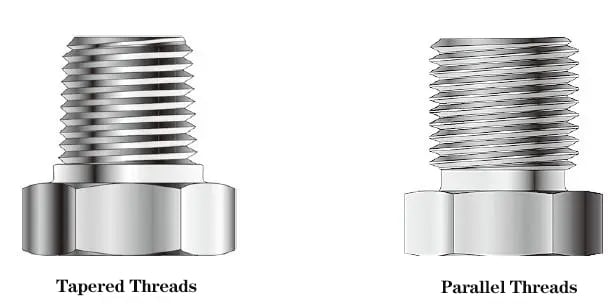
Unterscheidung zwischen Parallel- und Kegelgewinde Muster können dabei helfen, die Art des Fadens zu identifizieren, wie im Bild unten zu sehen ist.
Geschlecht
Männlich und weiblich sind die Begriffe, die verwendet werden, um ein passendes Gewindepaar zu beschreiben, eines außen und das andere innen. Beispielsweise ist eine Schraube mit einem Außengewinde ausgestattet, während das entsprechende Loch über ein Innengewinde verfügt.

Außengewinde vs. Innengewinde
Anhand der Lage der Gewinde lässt sich erkennen, ob es sich um ein Außengewinde oder ein Innengewinde handelt. Befinden sie sich auf der Außenseite des Gewindes, handelt es sich um ein Außengewinde. Befinden sich die Gewinde hingegen im Inneren des Gewindes, handelt es sich um ein Innengewinde. Es ist erwähnenswert, dass das Geschlecht des Threads nicht unbedingt seine Leistung beeinflusst. Ihr Zweck besteht lediglich darin, zwischen den beiden Verbindungen zu unterscheiden.
Händigkeit
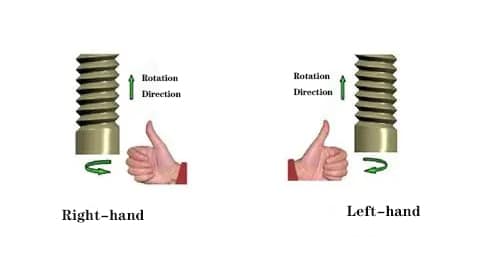
Ein Thread Wendel können sich in zwei Richtungen drehen, und wenn man sie von der Achse aus betrachtet, die durch die Mitte der Helix verläuft, scheinen sich die meisten Fäden auf den Betrachter zuzubewegen, wenn sie gegen den Uhrzeigersinn gedreht werden, und vom Betrachter weg, wenn sie im Uhrzeigersinn gedreht werden.
Laut Konvention gilt Rechtshändigkeit als Standard Schraubengewinde, und damit die meisten Verbindungselemente und Gewindeteile werden mit Rechtsgewinde geliefert.
Winkel
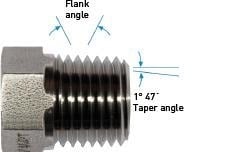
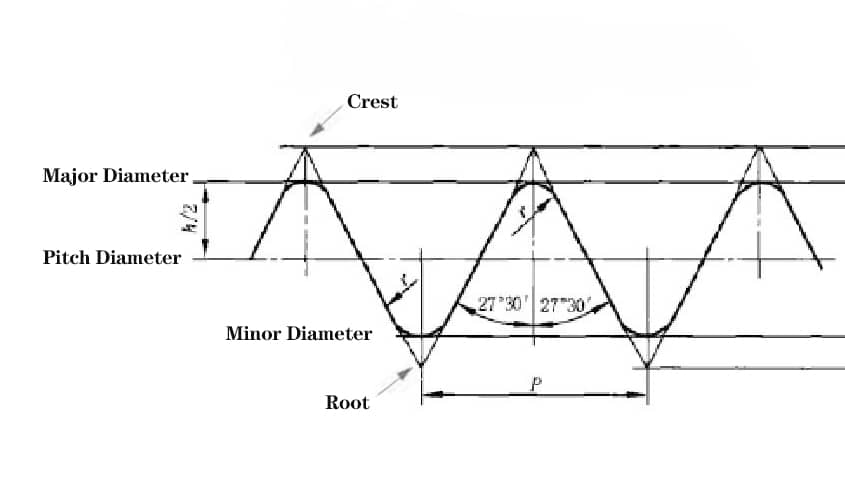
Der Flankenwinkel eines Schraubengewindes bezieht sich auf den Winkel, der zwischen der Flanke des Gewindes und der Linie senkrecht zur Schraubenachse gebildet wird. Konische Gewinde hingegen weisen einen Konuswinkel auf, der der Winkel ist, der zwischen dem Konus und der Mittelachse des Rohrs gebildet wird.
Durchmesser
- Die Gewindespitzen dienen zur Bestimmung des Außendurchmessers.
- Die Gewinderille bestimmt den Kerndurchmesser.
- Der Flankendurchmesser ist entweder der Abstand zwischen den Spitzen zweier gegenüberliegender Flanken oder die Länge der Mittellinie des Profils.
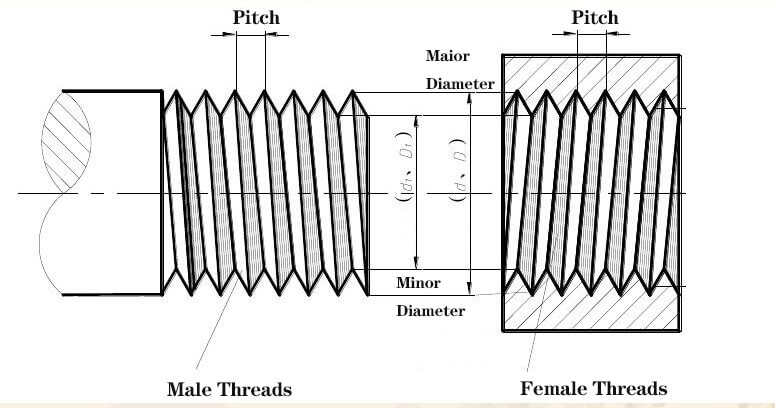
Steigung/TPI
Die Steigung eines Gewindes wird als Abstand zwischen einem Gewindescheitel und dem nächsten gemessen und in Millimetern (mm) ausgedrückt. Für Zollgewinde wird TPI (Threads per Inch) als Maßeinheit verwendet.
Kamm/Wurzel
Der Kamm bezieht sich auf den äußersten Teil eines Gewindes, während sich die Wurzel auf den innersten Teil des Gewindes bezieht.
Verfügbare Tools zum Identifizieren von Threads
Um präzise Messungen häufig verwendeter Steckverbinder zu gewährleisten, ist es wichtig, vor Beginn der Identifizierungsaufgabe über die erforderlichen Werkzeuge wie eine Sitzwinkellehre, eine Gewindesteigungslehre und einen Innen-/Außenmessschieber zu verfügen.
Gewinde-ID/OD-Messschieber
Ein Messschieber ist ein geeignetes Werkzeug, um den Durchmesser eines Gewindes zu messen. Der Außendurchmesser eines Außengewindes und der Innendurchmesser eines Innengewindes können mit einem Messschieber gemessen werden. Für erfahrenere Benutzer sind bei verschiedenen Händlern digitale Messschieber erhältlich, die Zeit sparen und den Vorgang vereinfachen können.
Gewindesteigungslehre
Der Zweck einer Steigungslehre besteht darin, den Abstand zwischen den Gewindespitzen zu bestimmen. Das Messgerät dient zur Messung der Anzahl der Gewindegänge pro Zoll für NPT, UN/UNF, BSPP und BSPP. Bei metrischen Gewinden berechnet die Steigungslehre den Abstand zwischen den einzelnen Spitzen in Millimetern.

Sitzwinkelmesser
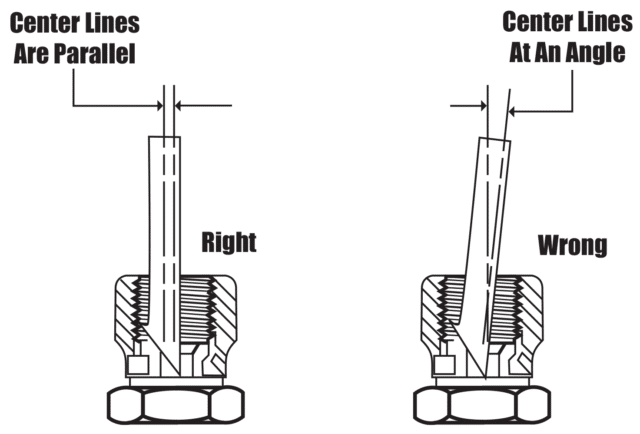
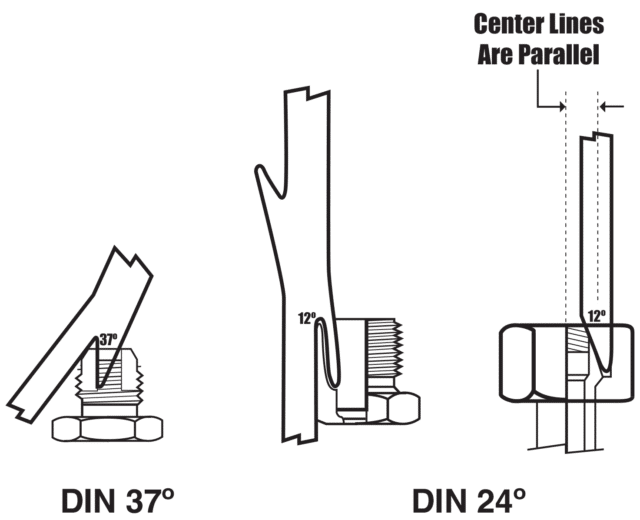
Bei abgewinkelten Anschlussverbindungen ist es wichtig, eine Dichtungswinkellehre zu verwenden, um den geeigneten Sitzwinkel zu bestimmen. Bei weiblichen Anschlüssen stecken Sie die Winkellehre in den Anschluss und legen Sie sie auf die Dichtfläche. Der richtige Winkel wird ermittelt, wenn Anschluss und Lehre parallel sind. Platzieren Sie bei Außenanschlüssen das Messgerät auf der Dichtfläche und bestimmen Sie den richtigen Winkel, wenn die Mittellinien von Anschluss und Messgerät parallel sind.
Um den Sitzwinkel zu messen, beziehen Sie sich auf die Sitzlehre und folgen Sie der angegebenen Abbildung. Richten Sie die Mittellinie der Sitzlehre an der projizierten Längsachse der Kupplung aus, um sicherzustellen, dass Lehre und Sitzwinkel identisch sind.
Bitte beachten Sie, dass die Verwendung unterschiedlicher Thread-Konfigurationen zu Thread-Bindungen führen kann. Daher ist es wichtig, eine Vermischung von Thread-Konfigurationen zu vermeiden.
Wie identifiziere ich Thread-Typen?
In diesem Teil bieten wir eine einfache Schritt-für-Schritt-Anleitung, die Ihnen hilft, Ihren Gewindetyp zu erkennen.
Schritt 1 – Bestimmen Sie, ob das Gewinde parallel oder konisch ist
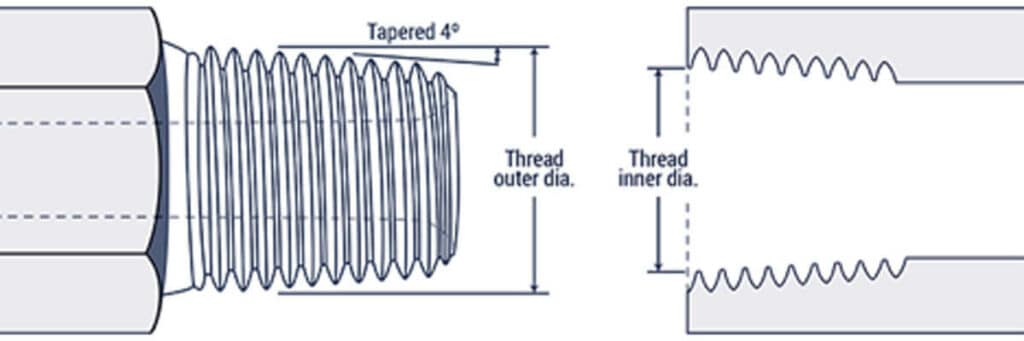
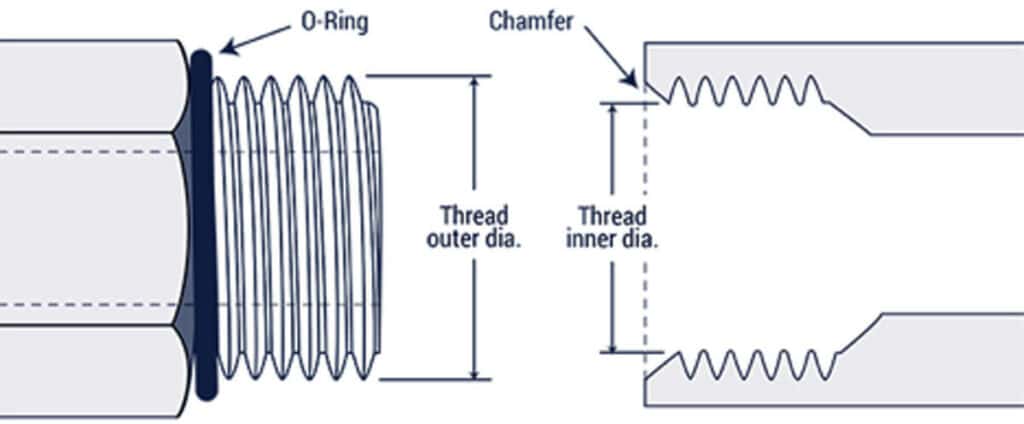
In manchen Fällen kann eine alleinige Sichtprüfung ausreichen, um den ersten Schritt abzuschließen. Bei konischen Gewinden nimmt der Durchmesser des Fittings zum Ende hin ab, während bei parallelen Gewinden der Durchmesser durchgehend konstant bleibt. Wenn der Unterschied bei der Untersuchung der Armatur nicht erkennbar ist, verwenden Sie zur Unterscheidung die parallelen Backen eines Messschiebers. Darüber hinaus ist das Vorhandensein eines O-Rings oder das Fehlen einer Rohrmutter typischerweise ein Zeichen dafür, dass das Außengewinde parallel ist.

Schritt 2 – Bestimmen Sie die Pitchgröße
Die Größe der Steigung lässt sich ermitteln, indem man mit einer Steigungslehre einen Vergleich anstellt oder indem man die Anzahl der Gewindegänge innerhalb eines bestimmten Abstands genau misst und berechnet. Es ist bequemer, diese Aufgabe mit einem Pitch-Messgerät vor einem beleuchteten Hintergrund durchzuführen. Da einige Gewindesteigungen recht ähnlich sind, empfiehlt es sich, mit mehreren Lehren zu experimentieren, um die am besten geeignete zu finden. Das Ergebnis von Schritt 2 wird die potenziellen Gewindeformen weiter reduzieren, da die meisten eine einzigartige Steigung haben.

In der folgenden Tabelle finden Sie die typischen Steigungsgrößen für die einzelnen Gewindetypen.
| Gewindetyp | Pitch-Größe |
| BSPP (Britische Pfeife) | 11, 14, 19, 28 |
| BSPT (Britische Pfeife) | 11, 14, 19, 28 |
| Metrische Parallele | 1.0, 1.5, 2.0 |
| Metrisch konisch | 1.0, 1.5, 2.0 |
| UN/UNF (SAE) | 12, 14, 16, 18, 20, 24 |
| NPT/NPTF (Amerikanische Pfeife) | 11 ½, 14, 18, 27 |
Schritt 3 – Bestimmen Sie die Fadengröße
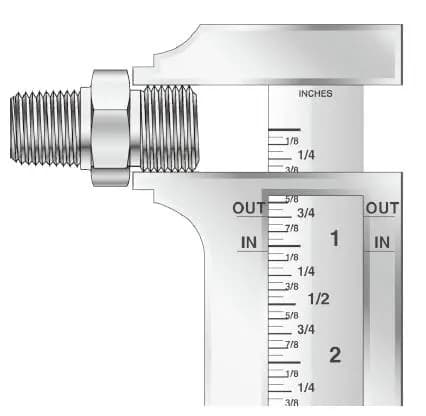
Durch die Kombination der Schritte 1 und 2 können Sie die richtige Vorgehensweise für Schritt 3 vorhersagen. Um die Gewindegröße zu bestimmen, verwenden Sie eine der beiden Methoden, je nachdem, ob es sich um ein Rohrgewinde oder ein Nichtrohrgewinde handelt. Denken Sie daran, dass konische Gewinde nicht unbedingt konisch sind Rohrgewinde und Rohrgewinde können parallel sein. Vergleichen Sie bei Rohrgewinden die Größe mit einem Nenngrößenprofil im linken Foto. Verwenden Sie bei Nicht-Rohrgewinden einen Messschieber, um den Außendurchmesser zu messen, wie im rechten Foto gezeigt. Ein nützlicher Tipp für Rohrgrößen bis zu 2 Zoll ist, den Außendurchmesser zu messen, 1/4 Zoll abzuziehen und abzurunden.


Schritt 4 – Bestimmen Sie den Gewindestandard
Der letzte Schritt des Prozesses besteht darin, ein standardisiertes Format zu verwenden, um die Art des Threads anzugeben, damit andere ihn verstehen können. Es gibt verschiedene Standards für Gewindetypen wie NPT, PT und G, die normalerweise Informationen über die Gewindegröße (entweder nominal oder tatsächlich), den Typ und in einigen Fällen die Steigung enthalten.
Im Folgenden fassen wir die oben genannten vier Schritte in einer Tabelle zusammen und vereinfachen sie und stellen für jeden Gewindetyp Beispiele bereit, damit Sie die Schritte einfach nachvollziehen und anschließend den Gewindetyp bestimmen können.
| Gewindetyp | SCHRITT 1: Taped oder Parallel | SCHRITT 2. Gewindesteigung | SCHRITT 3. Gewindegröße | SCHRITT 4. Gewindestandard |
| BSPP | Parallel | 11, 14, 19, 28 | Mit Profil vergleichen | G-Größe-Teilung zBG1/8-28 |
| BSPT | Konisch | 11, 14, 19, 28 | Mit Profil vergleichen | R, Größenteilung zBR1/2-14 |
| Metrische Parallele | Parallel | 1.0, 1.5, 2.0 | Verwenden Sie einen Messschieber | M, Größe × Teilung zBM14×1,5 |
| Metrisch konisch | Konisch | 1.0, 1.5, 2.0 | Verwenden Sie einen Messschieber | M, Größe × Teilung, Keg oder Taper zBM10 × 1 Fass oder Taper |
| UN/UNF (SAE) | Parallel | 12, 14, 16, 18, 20, 24 | Verwenden Sie einen Messschieber | Größe, Tonhöhe, Typ zB3/4-16 UN/UNF |
| NPT/NPTF | Konisch | 11 ½, 14, 18, 27 | Mit Profil vergleichen | Größe, Tonhöhe, Typ zB 1/4-18 NPT |
Standards für Gewindetypen
Lassen Sie uns zunächst einige gängige Abkürzungen für Thread-Standards verstehen und ihre vollständigen Namen lernen.
| Abkürzung | Systemname |
| BSP | Britische Standardpfeife |
| BSPP | Britischer Standard-Rohrparallel |
| BSPT | Rohrkegel nach britischem Standard |
| UNC | Unified National Coarse |
| UNF | Einheitliche nationale Geldstrafe |
| UNEF | Unified National Extra Bußgeld |
| NPT | Nationaler Rohrkonus |
| NPTF | National Pipe Taper Fuel |
Die unten bereitgestellten Tabellen und Bilder können Ihnen bei der Auswahl des geeigneten Gewindetyps helfen, der Ihren Anforderungen entspricht.
BSP-Gewindetyp – Rohr nach britischem Standard
BSP ist ein weltweit anerkannter Gewindetyp, der zum Verbinden und Abdichten von Rohrenden, insbesondere in Europa, verwendet wird. Es umfasst zwei Varianten: BSPP, was sich auf parallele oder gerade Gewinde bezieht, und BSPT, was sich auf konische Gewinde bezieht. Gelegentlich werden G-Threads zur Bezeichnung von BSPP-Threads verwendet, während R-Threads für BSPT-Threads verwendet werden.
| Strichgröße (imperiale Größe) | Gewindesteigung | Außengewinde Außendurchmesser | Innengewinde-ID | ||
| mm | Zoll | mm | Zoll | ||
| -02 (1/8) | 28 | 9.7 | 0.38 | 8.9 | 0.35 |
| -04 (1/4) | 19 | 13.2 | 0.52 | 11.9 | 0.47 |
| -06 (3/8) | 19 | 16.5 | 0.65 | 15.2 | 0.60 |
| -08 (1/2) | 14 | 20.8 | 0.82 | 19.1 | 0.75 |
| -10 (5/8) | 14 | 22.4 | 0.88 | 20.3 | 0.80 |
| -12 (3/4) | 14 | 26.4 | 1.04 | 24.6 | 0.97 |
| -16 (1) | 11 | 33.0 | 1.30 | 31.0 | 1.22 |
| -20 (1 ¼) | 11 | 41.9 | 1.65 | 39.6 | 1.56 |
| -24 (1 ½) | 11 | 47.8 | 1.88 | 45.5 | 1.79 |
| -32 (2) | 11 | 59.7 | 2.35 | 57.4 | 2.26 |
*OD = Außendurchmesser, ID = Innendurchmesser
BSPP-Gewindetyp – paralleles Rohr nach britischem Standard
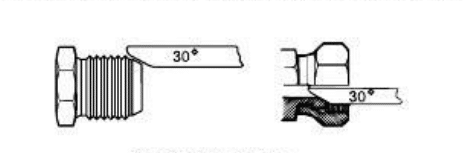
Das männliche Ende des BSPP hat einen Sitz von 300, der durch die konische Nase des weiblichen Drehgelenks abgedichtet wird. Obwohl das männliche Ende dem NPSM-männlichen Ende ähnelt, können sie aufgrund ihrer unterschiedlichen Gewindesteigungen nicht ausgetauscht werden.
| Strichgröße (imperiale Größe) | Gewindesteigung | Außengewinde Außendurchmesser | Innengewinde-ID | ||
| mm | Zoll | mm | Zoll | ||
| -02 (1/8) | 28 | 9.7 | 0.38 | 8.9 | 0.35 |
| -04 (1/4) | 19 | 13.2 | 0.52 | 11.9 | 0.47 |
| -06 (3/8) | 19 | 16.5 | 0.65 | 15.2 | 0.60 |
| -08 (1/2) | 14 | 20.8 | 0.82 | 19.1 | 0.75 |
| -10 (5/8) | 14 | 22.4 | 0.88 | 20.3 | 0.80 |
| -12 (3/4) | 14 | 26.4 | 1.04 | 24.6 | 0.97 |
| -16 (1) | 11 | 33.0 | 1.30 | 31.0 | 1.22 |
| -20 (1 ¼) | 11 | 41.9 | 1.65 | 39.6 | 1.56 |
| -24 (1 ½) | 11 | 47.8 | 1.88 | 45.5 | 1.79 |
| -32 (2) | 11 | 59.7 | 2.35 | 57.4 | 2.26 |
BSPT-Gewindetyp – Rohrkegel nach britischem Standard
Ein konisches Innengewinde wird mit einem konischen BSPT-Außengewinde verbunden und die Gewinde dienen der Abdichtung. Obwohl die Das männliche BSPT-Ende ist mit NPTF vergleichbar, die beiden können aufgrund ihrer unterschiedlichen Gewindegrößen und -formen nicht ersetzt werden.
Beachten Sie, dass das konische JIS-Rohrgewinde, auch PT-Gewinde genannt, mit dem BSPT-Gewinde austauschbar ist.
| Strichgröße (imperiale Größe) | Gewindesteigung | Außengewinde Außendurchmesser | Innengewinde-ID | ||
| mm | Zoll | mm | Zoll | ||
| -02 (1/8) | 28 | 9.7 | 0.38 | 8.9 | 0.35 |
| -04 (1/4) | 19 | 13.2 | 0.52 | 11.9 | 0.47 |
| -06 (3/8) | 19 | 16.5 | 0.65 | 15.2 | 0.60 |
| -08 (1/2) | 14 | 20.8 | 0.82 | 19.1 | 0.75 |
| -10 (5/8) | 14 | 22.4 | 0.88 | 20.3 | 0.80 |
| -12 (3/4) | 14 | 26.4 | 1.04 | 24.6 | 0.97 |
| -16 (1) | 11 | 33.0 | 1.30 | 31.0 | 1.22 |
| -20 (1 ¼) | 11 | 41.9 | 1.65 | 39.6 | 1.56 |
| -24 (1 ½) | 11 | 47.8 | 1.88 | 45.5 | 1.79 |
| -32 (2) | 11 | 59.7 | 2.35 | 57.4 | 2.26 |
PT – JIS-Kegelrohrgewinde
Der PT-Gewindetyp und der BSPT-Gewindetyp können wie bereits erwähnt ausgetauscht werden. Aufgrund des Fehlens einer 30-Grad-Bördelung am PT-Außengewinde kann es jedoch nicht mit dem BSPP-Innengewinde mit konischem Sitz verbunden werden. Um eine auslaufsichere Abdichtung zu erreichen, wird empfohlen, bei der Verwendung von PT-Gewinden Gewindedichtmittel aufzutragen.
| Strichgröße (imperiale Größe) | Gewindesteigung | Außengewinde Außendurchmesser | Innengewinde-ID | ||
| mm | Zoll | mm | Zoll | ||
| -02 (1/8) | 28 | 9.4 | 0.37 | 8.1 | 0.32 |
| -04 (1/4) | 19 | 13.7 | 0.53 | 12.4 | 0.49 |
| -06 (3/8) | 19 | 17.2 | 0.68 | 16 | 0.62 |
| -08 (1/2) | 14 | 21.5 | 0.84 | 19.8 | 0.77 |
| -10 (5/8) | 14 | 23.1 | 0.91 | 20.6 | 0.81 |
| -12 (3/4) | 14 | 26.9 | 1.06 | 25.4 | 1 |
| -16 (1) | 11 | 34 | 1.34 | 31.8 | 1.25 |
| -20 (1 ¼) | 11 | 42.6 | 1.68 | 40.4 | 1.59 |
| -24 (1 ½) | 11 | 48.5 | 1.9 | 46.2 | 1.81 |
| -32 (2) | 11 | 60.4 | 2.37 | 58.2 | 2.29 |
Metrisches paralleles/konisches Gewinde
Der metrische Gewindetyp ist in Europa weit verbreitet und zeichnet sich durch einen zylindrischen Innen- und Außendurchmesser aus, der präzise in Millimetern gemessen wird. Der Feinkegel des metrischen Kegelgewindes ermöglicht eine optimale Kraftübertragung. Um metrische Gewinde schriftlich zu kennzeichnen, suchen Sie nach einem großen „M“, gefolgt vom Nennaußendurchmesser (z. B. M22 x 1,5). Stellen Sie beim Messen der Tonhöhe sicher, dass Sie eine metrische Tonhöhenlehre verwenden.
| SI Metrische Anschlussgröße mm | Gewindesteigung mm | Außengewinde Außendurchmesser | |
| mm | Zoll | ||
| M5 × 0,8 | .8 | 5 | 0.1968 |
| M8 × 1,0 | 1 | 8 | 0.3150 |
| M10 × 1,0 | 1 | 10 | 0.3937 |
| M12 × 1,5 | 1.5 | 12 | 0.4724 |
| M14 × 1,5 | 1.5 | 14 | 0.5512 |
| M16 × 1,5 | 1.5 | 16 | 0.6299 |
| M18 × 1,5 | 1.5 | 18 | 0.7087 |
| M22 × 1,5 | 1.5 | 22 | 0.8661 |
| M27 × 2,0 | 2 | 27 | 1.063 |
| M33 × 2,0 | 2 | 33 | 1.299 |
| M42 × 2,0 | 2 | 42 | 1.654 |
| M50 × 2,0 | 2 | 50 | 1.969 |
| M60 × 2,0 | 2 | 60 | 2.362 |
SAE-Gewindetyp – O-Ring-Vorsprung mit geradem Gewinde
Die geraden Gewinde der Society of Automotive Engineers (SAE) können aufgrund des Vorhandenseins eines 90-Durometer-Buna-N-O-Rings abdichten, der zuverlässig ist und wiederverwendet werden kann. Gerade SAE-Gewinde haben eine zylindrische Form, werden zum Verbinden von Flüssigkeiten und Gasen in hydraulischen und pneumatischen Systemen verwendet und sind häufig an Schläuchen und Armaturen angebracht. Im Gegensatz zu anderen Gewindetypen, bei denen die Kompression der Außen- und Innengewinde erforderlich ist, um eine Abdichtung zu erzeugen, ist dies beim O-Ring dieses Gewindetyps nicht erforderlich.
Die SAE-Gewindeabmessung wird üblicherweise durch Messung des Außendurchmessers bestimmt, der sich auf den Außendurchmesser des Gewindeteils der Komponente oder des Befestigungselements bezieht. Dieser Hauptdurchmesser wird dann verwendet, um die geeignete Größe der Mutter oder des damit verbundenen Lochs zu bestimmen.
| Strichgröße (imperiale Größe) | Gewindesteigung | Außengewinde Außendurchmesser | Innengewinde-ID | ||
| mm | Zoll | mm | Zoll | ||
| -02 (1/8) | 24 | 7.9 | 0.31 | 6.9 | 0.27 |
| -03 (3/16) | 24 | 9.7 | 0.38 | 8.6 | 0.34 |
| -04(1/4) | 20 | 11.2 | 0.44 | 9.9 | 0.39 |
| -05(5/16) | 20 | 12.7 | 0.5 | 11.4 | 0.45 |
| -06(3/8) | 18 | 14.2 | 0.56 | 12.9 | 0.51 |
| -08(1/2) | 16 | 19 | 0.75 | 17 | 0.67 |
| -10(5/8) | 14 | 22.3 | 0.88 | 20.3 | 0.8 |
| -12(3/4) | 12 | 26.9 | 1.06 | 24.9 | 0.98 |
| -14(7/8) | 12 | 30 | 1.18 | 27.7 | 1.09 |
| -16(1) | 12 | 33.3 | 1.31 | 31 | 1.22 |
| -20(1 ¼) | 12 | 41.4 | 1.63 | 39.1 | 1.54 |
| -24(1 ½) | 12 | 47.7 | 1.88 | 45.5 | 1.79 |
| -32(2) | 12 | 63.5 | 2.5 | 61.2 | 2.41 |
Die nachstehende Tabelle zeigt mehrere Standard-SAE-Gewindeabmessungen und die entsprechenden Gewindesteigungen. Beachten Sie jedoch, dass über die aufgeführten hinaus noch viele weitere Größen verfügbar sind.
| Größe (Zoll) | Gewindesteigung | ||
| UNC | UNF | UNEF | |
| 1/4 | 20 | 28 | 32 |
| 5/16 | 18 | 24 | 32 |
| 3/8 | 16 | 24 | 32 |
| 7/16 | 14 | 20 | 28 |
| 1/2 | 13 | 20 | 28 |
| 9/16 | 12 | 18 | 24 |
| 5/8 | 11 | 18 | 24 |
| 3/4 | 10 | 16 | 20 |
| 7/8 | 9 | 14 | 18 |
| 1 | 8 | 12 | 16 |
*UNC – Unified National Coarse, UNF – Unified National Fine, UNEF – Unified National Extra Fine.
NPT/NPTF-Gewindetyp
Der konische Außen- und Innendurchmesser dieses selbstdichtenden Gewindetyps wird häufig in Nordamerika verwendet. Wenn die Gewindeflanken angezogen werden, drücken sie sich gegeneinander und bilden so eine leckagefreie Abdichtung. Dennoch empfiehlt es sich, PTFE-Band oder eine Dichtmasse zu verwenden, um eine völlig leckagefreie Abdichtung zu gewährleisten.
NPTF ist eine semikompatible Variante von NPT, die eine noch leckagefreiere Abdichtung garantiert. Es ist jedoch wichtig zu beachten, dass die Kombination dieser Varianten ihre Dichtheitseigenschaften verringert. Um zukünftige Demontageschwierigkeiten durch Korrosion zu vermeiden, müssen NPT-Gewinde gratfrei sein und mit Schmierpaste oder -band geschmiert werden.
| Strichgröße (imperiale Größe) | Gewindesteigung | Außengewinde Außendurchmesser | Innengewinde-ID | ||
| mm | Zoll | mm | Zoll | ||
| -02 (1/8) | 27 | 10.3 | 0.41 | 9.4 | 0.37 |
| -04 (1/4) | 18 | 13.7 | 0.54 | 12.4 | 0.49 |
| -06 (3/8) | 18 | 17.3 | 0.68 | 15.7 | 0.62 |
| -08 (1/2) | 14 | 21.3 | 0.84 | 19.3 | 0.76 |
| -10 (5/8) | 14 | 22.9 | 0.90 | 21.1 | 0.83 |
| -12 (3/4) | 14 | 26.9 | 1.06 | 24.9 | 0.98 |
| -16 (1) | 11½ | 33.3 | 1.31 | 31.5 | 1.24 |
| -20 (1 ¼) | 11½ | 42.2 | 1.66 | 40.1 | 1.58 |
| -24 (1 ½) | 11½ | 48.3 | 1.90 | 46.2 | 1.82 |
| -32 (2) | 11½ | 60.4 | 2.38 | 57.9 | 2.29 |
Fazit
Vor der Auswahl und Installation des geeigneten Schlauchs, Rohrs oder Adapterstücks ist es wichtig, die Anschlüsse und Anschlüsse in Flüssigkeitsrohrsystemen genau zu identifizieren. Dieser Prozess kann jedoch mit unserem Leitfaden zur Identifizierung von Gewindetypen vereinfacht werden, sodass Messung und Identifizierung zu einer unkomplizierten Aufgabe werden. Die Kenntnis der Fadentypen, ihrer Größen und ihrer Verwendung kann Ihnen dabei helfen, den besten Faden für Ihr Projekt auszuwählen und die Langlebigkeit und Haltbarkeit Ihres Endprodukts sicherzustellen.
Ihr Experte für CNC-Bearbeitung für alle Arten von Gewindeteilen – Runsom Precision

Das Team aus Ingenieuren und Maschinisten bei Runsom-Präzision verfügt über ein umfassendes Verständnis verschiedener Arten von Gewinden, einschließlich konischer und paralleler Gewinde, Gewindegrößen, Steigungsgrößen und Industriestandards. Wir sind Experten in der CNC-Bearbeitung Wir sind seit über zehn Jahren in der Branche tätig und haben es uns zur Aufgabe gemacht, unseren Kunden eine perfekte Lösung für ihre Projekte zu bieten. Wenn Sie Fragen haben, können Sie uns gerne kontaktieren oder einfach Senden Sie Ihre 3D-Dateien online.
Weitere Artikel, die Sie interessieren könnten:


