

Einführung
Wir geben die Maßhaltigkeit als Methode an verschiedene 3D-Drucktechnologien Vergleich. Jede Technologie hat ihre Stärken und Schwächen, aber die Schlüsselfaktoren zur Bestimmung der Teilegenauigkeit sind wie folgt:
Design: Die Genauigkeit der Teile hängt stark vom Design ab. Beim Abkühlen und Aushärten führen interne Spannungsschwankungen zu Verwerfungen oder Schrumpfungen. 3d Drucken Technologien eignen sich nicht für lange, dünne Merkmale oder flache Oberflächen, die endgültige Genauigkeit nimmt bei großen Teilen ab.
Materialien: Die Genauigkeit hängt auch von den Materialien ab. Es ist üblich, dafür Genauigkeit zu opfern besondere Eigenschaftserweiterung. Beispielsweise können Standardharze genauere Teile liefern als flexible Harze. Wir empfehlen die Verwendung von Standardmaterialien für hohe Genauigkeitsanforderungen.
Genauigkeitsvariation
Die Genauigkeit von 3D-Teilen wird durch die folgenden Parameter quantifiziert:
Maßgenauigkeit: Diese quantitativen Werte von Druckerherstellern und Materiallieferanten bestimmen die erwartete Teilegenauigkeit. Alle Toleranzen werden eingehalten gut Teiledesign auf gut kalibrierten Druckern.
Verzug oder Schrumpfung: Die Wahrscheinlichkeit von Verzug oder Schrumpfung hängt stark von der Konstruktion der 3D-Teile ab. Es gibt jedoch einige Technologien, die ein hohes Risiko des Verziehens oder Schrumpfens aufweisen.
Supportbedarf: Die Support-Anwendung wird die Genauigkeit der Teileoberfläche und -merkmale beeinflussen. Dies wirkt sich jedoch auch auf die Oberflächenbeschaffenheit des Teils beim Entfernungsprozess aus.
Genauigkeit von FDM
FDM ist die am besten geeignete Technologie für kostengünstiges Prototyping. In diesem Fall sind Form und Passform der Teile wichtiger als ihre Funktion. FDM erstellt Teile Schicht für Schicht mit Thermoplast auf der Bauplattform, große Teile führen zu großen Temperaturschwankungen auf der Bauplattform. Da verschiedene Teilebereiche unterschiedlich schnell abkühlen, führt die Eigenspannung des Teils zu Verzug oder Schrumpfung. Wir können diese Probleme durch Drucken von Rafts, Heizbetten, Radien an scharfen Kanten und Ecken lösen.
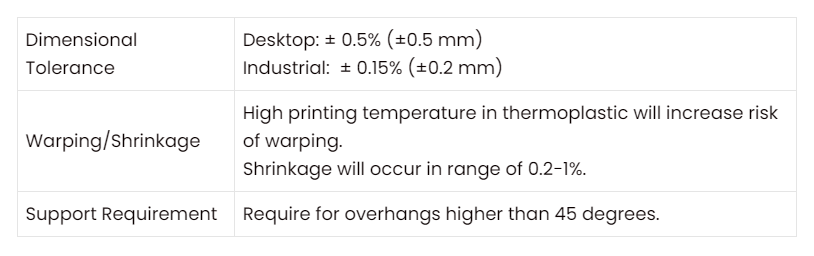
| Maßtoleranz | Desktop: ± 0,51 TP2T (± 0,5 mm) Industriell: ± 0,15% (±0,2 mm) |
| Verziehen/Schrumpfen | Eine hohe Drucktemperatur in Thermoplasten erhöht das Risiko des Verziehens. Schrumpfung tritt im Bereich von 0,2-1% auf. |
| Support-Anforderung | Für Überhänge von mehr als 45 Grad erforderlich. |
Genauigkeit von SLA
SLA Wenden Sie ein Lasersystem an, um bestimmte Bereiche im Harztank zu verfestigen, und erstellen Sie jeweils eine Schicht des Teilquerschnitts. Alle diese gehärteten Bereiche sind bis zur UV-Nachbearbeitung nicht vollständig verfestigt. In diesem Fall wird der nicht unterstützte Bereich durchhängen, insbesondere bei speziellen Winkeln und Ausrichtungen. Schicht für Schicht summiert sich dieser Effekt zur endgültigen Maßabweichung in hohen SLA-Teilen. Maßabweichungen treten auch beim Abziehvorgang auf, die Zugkraft führt zu einer Biegung bei weichen bedruckten Teilen. Harze mit hochflexiblen Eigenschaften haben ein höheres Verzugsrisiko, was für Anwendungen mit hoher Genauigkeit nicht geeignet ist.
| Maßtoleranz | Desktop: ± 0,51 TP2T (± 0,10 mm) Industriell: ± 0,15% (±0,01 mm) |
| Verziehen/Schrumpfen | Nicht unterstützte Bereiche |
| Support-Anforderung | Unverzichtbar für genaue Teile |
Genauigkeit von SLS
SLS Verwenden Sie ein Lasersystem zum Sintern von Pulvermaterialien, es können Teile mit hoher Genauigkeit und komplexer Geometrie hergestellt werden. Das Lasersystem sintert Pulver Schicht für Schicht zu den endgültigen Massivteilen. Um die Wahrscheinlichkeit des Verziehens oder Schrumpfens zu reduzieren, verwendet SLS die beheizten Baukammern. Allerdings Temperaturgradient in großen SLS-Teilen, wo die unteren Schichten abkühlen, während die oberen Schichten eine erhöhte Temperatur haben. Außerdem sollten alle gedruckten Teile langsam im Pulver abgekühlt werden, dies kostet 50% der gesamten Produktionszeit.
| Maßtoleranz | ± 0,31 TP2T (± 0,3 mm) |
| Verziehen/Schrumpfen | Schrumpfung in Wut von 2-3% |
| Support-Anforderung | Nicht benötigt |
Genauigkeit von MJF
MJF ist die genaueste Technologie des 3D-Drucks, da beim Druckprozess keine Wärme involviert ist, Verziehen und Schrumpfen treten bei diesem Prozess selten auf. Die meisten Probleme mit der Maßhaltigkeit hängen mit den Druckerspezifikationen zusammen, wie feinen Merkmalen oder dünnen Wänden. MJF-Unterstützung ist eine feste Struktur, sie wird nach dem Drucken entfernt. Der feste Träger kann zu einem hochgenauen Drucken auf der Kontaktfläche führen. Wir müssen uns um die Nachbearbeitung von MJF-Teilen kümmern, da Umgebungswärme, Feuchtigkeit oder Sonnenlicht zu Verformungen und Dimensionsänderungen führen.
| Maßtoleranz | ± 0,11 TP2T (± 0,05 mm) |
| Verziehen/Schrumpfen | Kein Problem |
| Support-Anforderung | Unverzichtbar für genaue Teile |
Genauigkeit von DMLS
DMLS Sintern oder schmelzen Sie mit einem Lasersystem selektiv Metallpulver, um Metallteile herzustellen. Es produziert Teile Schicht für Schicht in einer kontrollierten, beheizten Umgebung. Der schichtweise Aufbau mit hoher Temperatur erzeugt extreme Temperaturgradienten, die zu hohen inneren Spannungen führen.
Bei DMLS-Teilen besteht ein hohes Risiko, dass sie sich verziehen oder verziehen, daher sind ein gutes Design und eine gute Ausrichtung der Teile entscheidend für die Herstellung präziser Teile. Die Stützstruktur ist entscheidend, um Verzerrungen im Druckprozess zu minimieren. Die meisten Teile sind auf einer soliden Metallplatte aufgebaut und müssen nach dem Drucken entfernt werden. Feste und gitterförmige Stützstrukturen sind erforderlich, um die Befestigung der Teile am Bett zu halten und ein Ablösen zu verhindern. Die meisten DMLS-Teile mussten vor dem Entfernen von der Bauplatte durch Wärmebehandlung entspannt werden.
| Maßtoleranz | ± 0,1 mm |
| Verziehen/Schrumpfen | Hohe Gefahr des Schrumpfens oder Verziehens |
| Support-Anforderung | Unverzichtbar für genaue Teile |