

3D-Druck, oft als additive Fertigung bezeichnet, ist eine Fertigungsmethode zur Herstellung von Teilen, indem sie aus Rohstoffen gezüchtet werden. Bei der subtraktiven Fertigung, wie z. B. der CNC-Bearbeitung, wird das Schüttgut durch Formen oder Schneiden in seine endgültige Form geschnitten oder gebracht.
Dreidimensionaler Druck (3D-Druck) ist eine leistungsstarke Technologie zur Herstellung einzigartiger Gegenstände mit komplizierter Geometrie, die verschiedenen Branchen von Medizin und Automobil bis hin zu Verteidigung und Luft- und Raumfahrt dient. In diesem Sinne werden wir in diesem Artikel die Anatomie eines 3D-Druckers und die ersten Schritte mit dem 3D-Druck besprechen. Lassen Sie uns also direkt in unsere Diskussion eintauchen.
Anatomie eines 3D-Druckers
Die folgenden Merkmale und Begriffe beschreiben die grundlegende Mechanik eines 3D-Druckers.
1. Effektive Baufläche/Bett/Plattform
Der effektive Baubereich des 3D-Druckers umfasst die X- und Y-Achsen, die die Ebenen sind, auf denen das Material in aufeinanderfolgenden Schichten platziert wird. Darüber hinaus enthält es auch die Z-Achse, die der vertikale Abstand ist, über den Material gehärtet, geschmolzen oder abgeschieden werden kann.
2. Rahmen und Wagen
Es ist der mechanische Körper eines 3D-Druckers aus Metallextrusionen. Um die gedruckten Teile genau zu halten, muss der Rahmen sehr stabil sein. 3D-Druckrahmen beherbergen die Konstruktionsplattform, Zahnräder, Heizungen, Schrauben, Materialzuführungen und Riemenscheiben. Denken Sie daran, dass es nicht mit dem Konzept der austauschbaren Rahmen verwechselt werden darf, die sich im Allgemeinen auf die modularen, austauschbaren Bauplattformen beziehen, die in industriellen additiven Fertigungsmaschinen zum Zweck der Durchsatzsteigerung verwendet werden.
3. Kontrolleur
Auf dem 3D-Drucker ist ein Controller ein Computer, der verschiedene digitale und analoge Geräte steuert, um bei der Herstellung des Teils zusammenzuarbeiten. Die Daten der Maschine werden von der Steuerung interpretiert.
4. Extruder, Düse, Druckkopf, heißes Ende, Spitzen
Dies wären Baugruppen, die normalerweise mit FDM und FFF verbunden sind, mit konischen beheizten Spitzen, durch die ein roher Filamentvorrat geführt, verschmolzen, extrudiert und auf einem Druckbett abgelegt wird. Der Durchmesser der Düse hängt von der gewählten Schichthöhe und Raupendicke ab. (Fürs Protokoll, FDM bedeutet Fused Deposition Modeling und FFF steht für Fused Filament Fabrication)
5. Laser und Scanner
Dadurch wird ein Infrarot- oder Ultraviolettstrahl erzeugt, um ein Grundmaterial zu härten. IR-Laser, meist CO2, werden zum Schmelzen von Polymeren oder Metallen verwendet. Andererseits werden UV-Laser zum Aushärten von Photopolymerharzen verwendet. Laserbasierte 3D-Drucker können die Position und Richtung des Strahls über Spiegel und Galvos oder lineare Bewegungen regulieren. Ein Galvo-Laser-Scanning-System ist schneller, aber auch anspruchsvoller und kostspieliger. Jedes System scannt in den schnellen Hin- und Herbewegungen ein 3D-Bauteil für diese Schicht.
Abhängig vom zu scannenden Material kann eine bestimmte Scanmethode besser geeignet sein als eine andere. Beispielsweise könnte ein selektives Laserschmelzsystem winzige Materialinseln überwachen, um die Anhäufung von Spannungen auf einzelnen Schichten zu kontrollieren.
6. DLP- und UV-Projektor
Beim Fotopolymerdruck wird ein digitaler Lichtprojektor verwendet. DLP-3D-Drucker verwenden ein einzelnes Querschnittsbild eines Gegenstands, um einen beträchtlichen Bereich des Materials zu härten. Zweifellos ist es schneller als UV-Lasersysteme, die ein schnelles Scannen erfordern, um eine Schicht zu fixieren. Carbon DLS baut isotrope Merkmale auf 3D-gedruckten Komponenten auf, indem ein DLP in Z-Richtung bewegt wird.
7. Kammer bauen und Rahmen bauen
Baukammer bezieht sich auf einen geschlossenen Bereich, in dem das Teil gedruckt wird. Baubetten, Extruder, Materialzuführungen sowie Laser- und Galvosysteme sind Beispiele dafür. Ein Druck beginnt mit dem Teilebett in seinem minimalen Zustand, mit Platz für das Teilebett oder den linearen Extruder, um sich auf der Z-Achse zu bewegen.
8. Austauschbarer/austauschbarer Rahmen
Es ist ein abnehmbares Fach für die Produktion AM. Während der vorherige Job verarbeitet wird, kann ein neuer Rahmen eingeschaltet werden, um den folgenden Job zu drucken. SLS, DMLS und HP MJF verwenden dies alle.
9. Elektronenstrahl
Um Wärme zu erzeugen, werden Elektronen beschleunigt und in einem schmalen Strahl fokussiert. Beim Metall-3D-Druck wird Elektronenstrahlschmelzen (EBM) verwendet, und im Gegensatz zu Lasern können unterschiedliche Magnetfelder Elektronenstrahlen steuern, wodurch Galvo- oder Linearbewegungssysteme überflüssig werden.
10. Materialzufuhr und Trichter
Materialzufuhr und Trichter beziehen sich auf die Materialversorgungsquelle für Komponente und Stützstruktur. Extruder werden für filamentbasierte Verfahren wie FDM benötigt, während Pulverbettplattformen eine kalibrierte Materialdosierung verwenden. Das Material wird in Pulverbettsysteme wie SLS oder DMLS durch Schwerkraft oder eine vertikale Kolbenzufuhr und einen Nachbeschichter zugeführt.
11. Überlaufbehälter und Materialüberlauf
Ein Behälter, der als Überlaufbehälter bezeichnet wird, dient zur Aufbewahrung von Restmaterial. Materialstrahl- oder Filamentsysteme können dies verwenden, um weggeworfenes Material zurückzuhalten. Im Gegensatz dazu wird das Material üblicherweise recycelt oder für Pulverbett- und Photopolymersysteme wiederverwendet, während es in einer kontrollierten Umgebung gelagert wird.
12. Dateneingabe
In der Schnittstellenphase werden Schichten, Maschinensteuerungen und andere Daten in die Steuerung eingespeist. Daten werden häufig auf einem anderen Computer erstellt und über USB, Wi-Fi, Ethernet oder seriell gesendet.
13. Lineare Bewegungssteuerung
Es ist ein Teil des Maschinenrahmens, der von einer Riemenscheibe, einem Riemen, einem Servo, einer Schraube oder einem Aktuator gesteuert wird, der die Merkmale des 3D-Druckers auf der X-, Y- oder Z-Achse bewegt. Einige Drucker bewegen den Druckkopf in X- und Y-Richtung, während sie das Baubett in Z bewegen. Eine lineare Steuerung kann verwendet werden, um Material auf der Bauplattform abzulegen oder überschüssiges Material zu Überlaufbehältern zu entfernen.
14. Stützstruktur/Material
Die Stützstruktur ist ein Material, das verwendet wird, um ein Teil an den Baubereich zu binden und einen Rahmen zum Schweißen oder Auftragen von Material zu schaffen, wenn überhängende Teile im 3D-Druck hergestellt werden.
15. Bettnivellierer und Bettnivellierung
Bettnivellierung ist eine Standardfunktion bei Desktop-Druckern, die automatisch die Verfahrstrecke zwischen dem Druckkopf und der Konstruktionsplattform misst. Das System stellt sich dann auf geringfügige Änderungen in der Druckebene ein, die unregelmäßige oder erfolglose Drucke erzeugen könnten.
16. Materialstrahl
Ein Materialjet ist ein Auftragskopf, der sich ähnlich wie ein Tintenstrahl linear bewegt und Mikrotröpfchen des Materials positioniert. Das aufgebrachte Material kann verwendet werden, um das Objekt direkt zu erstellen, Farbe oder reaktive Chemikalien hinzuzufügen oder pulverförmiges Material vor der Weiterverarbeitung zusammenzubinden.
17. Drucken, Teil, Objekt, Werkstück
Das fertige Teil, der Druck, das Objekt oder das Werkstück ist das greifbare Produkt des 3D-Druckers. Im Gegensatz dazu kann auch eine Opferstützstruktur auf die Bauplattform gedruckt werden.
18. Beschichter und Walze
Nachbeschichter oder Walze ist eine mechanische Klinge oder ein Zylinder, der Material von einem Ende der Baukammer zum anderen drückt und überschüssiges Material in Überlaufbehälter entleert. Pulverbettsysteme wie SLS, DMLS und HP MJF versagen häufig aufgrund von Bauteilmerkmalen, die sich nach oben in den Weg des Beschichters biegen, hängen bleiben und über den Druckbereich gezogen werden.
19. Bauplatte/Blatt/Oberfläche
Die Baufläche ist ein Teil des Baubetts, das ausgetauscht werden kann, um den 3D-Drucker für einen neuen Druck zurückzusetzen. Als erste Schicht des Baumaterials sind Bauplatten und -folien für 3D-Drucker, die eine Stützstruktur benötigen, von entscheidender Bedeutung. Teilfehler werden auch durch schlechte Bindung an der Bauplatte verursacht.
20. Setup-Software erstellen
Eine einzigartige Build-Setup-Software bereitet eine Mesh-Datei für den 3D-Druck vor. STL-Dateien können automatisch repariert werden, indem Netzlücken repariert und Features umgekehrt oder unterbrochen werden. Auch als „wasserdichte“ Dateien bezeichnet, haben druckbare Dateien eine durchgehende Netzgeometrie über ihrer Oberfläche. Dieses Programm kann das Objekt auf einer virtuellen Bauplattform positionieren, Stützen erstellen, Füllungen anpassen und den Bau simulieren. Vor dem Drucken kann die Build-Simulation dabei helfen, das Timing abzuschätzen und Schwierigkeiten zu entdecken.
Mehrere Teile können auf einer Bauplattform gebaut werden, bevor sie als Daten für den 3D-Drucker zum Lesen übertragen werden. Die durch Simulation und Export des Builds erhaltenen schichtspezifischen Informationen werden manchmal als „Slicing“ bezeichnet. Die beliebteste kommerzielle Build-Setup-Software ist Materialise Magics, die für verschiedene professionelle Plattformen verwendet werden kann. Jeder Plattform kann eine kundenspezifische Support-Generierung und eine optimale Bauverschachtelung für Pulverbettplattformen hinzugefügt werden.
Wie fange ich mit dem 3D-Druck an?
Werfen wir einen Blick auf einige Überlegungen, bevor Sie mit dem 3D-Druck beginnen.
Bevorzugter Dateityp
Die meisten CAD-Dateien sind in STEP. Die meisten CAD- und CAM-Anwendungen erlauben Parasolid-Formate wie STEP. Im Gegensatz zu Netzformaten wie STL und OBJ speichern Parasolids Einheiteninformationen und andere Funktionen. Native Exporte aus Tools wie Solidworks können auch Dienste unterstützen, die den parametrischen Feature-Baum untersuchen, um Modellprobleme zu lösen, die den Druck beeinflussen können.
STL- und Mesh-Exporte
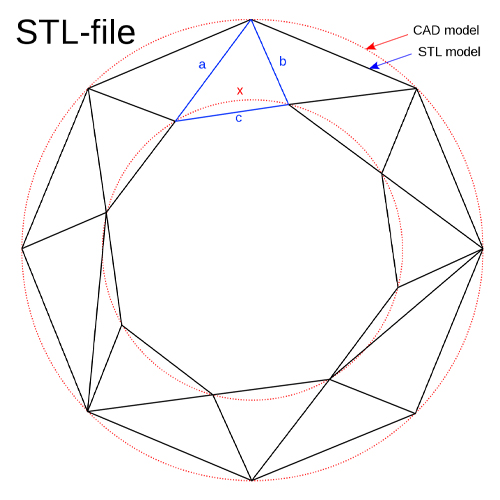
Die 3D-Drucker-Build-Setup-Software erfordert eine Netzdatei, z. B. eine STL- oder OBJ-Datei. Parasolid-CAD-Dateien können in STL-Dateien konvertiert werden, und STL-Dateien können nicht zurück in parametrisches CAD konvertiert werden. Das Erstellen von STL-Dateien mit einer Auflösung, die dem 3D-Druckprozess entspricht, bei gleichzeitig geringer Dateigröße ist von entscheidender Bedeutung. Beachten Sie, dass STL-Dateien Netzoberflächendaten in Form von Dreiecksreihen enthalten.
Die Tessellation gekrümmter Oberflächen reduziert Feature-Details in Mesh-Exporten, wodurch das Invertieren einer STL in ein Parasolid schwierig oder unmöglich wird. STL-Dateien enthalten nur äußere Netzgeometrie und keine zusätzlichen Komponenteninformationen. Da die meisten 3D-Drucker Dateien in Millimetern (mm) lesen, ist es wichtig, dass sie in Millimetern ausgegeben werden. Wenn nicht, wird die hochgeladene Datei möglicherweise anders gelesen.
Um eine STL in SolidWorks zu exportieren, schalten Sie Abweichung und Winkel um. Wenn Sie die besten Ergebnisse erzielen möchten, sollten Sie Benutzerdefiniert wählen und jeden Balken um etwa 80% nach rechts verschieben.