It’s important to keep the need for fasteners in mind while developing mechanical assemblies. It is normal practice to utilize fasteners such as screws and bolts to affix complementary parts together. Such fasteners often need a preexisting hole between the two pieces. Countersunk, counterbore, tapered, tapped, spot-faced, and screw-clearance holes are just some of the numerous options available when drilling for fasteners.
The two methods of producing threaded holes on a component are defined and compared below – tapping and threading.

Image Credit: istockphoto.com/Evkaz
What are Tapped Holes?
A tapped hole seems to be a hole that has been drilled in preparation for a machine screw. Tapping involves cutting threads into the inner surface of a hole. In engineering with metals, a tapped hole is utilized when a nut and bolt are not an option. They have internal threads that may hold fasteners and other threaded components.
When compared to threaded holes, their construction is unique. Similar to drilled holes, but produced by distinct machining methods, are threaded and tapped holes. Tools and work surfaces are what set threading and tapping apart. Threads are made on the exterior of a hole using a die tool during the threading process. Tapping involves using a tapping instrument to create threads within a drilled hole.
What are Threaded Holes?
The procedure of threading a hole with a die tool produces threaded holes. They seem like tapped holes but are constructed differently. Mechanically attached pieces in engineering almost always have threaded holes. When using CNC machines, they are easily integrated. In the machining process, threads are often introduced at the end.
Either a cutting tool (such as a single lip cutting tool or cutting tap) or a forming tool (such as a forming tap) may be used to create the internal thread inside a threaded hole.
The diameter sign “Ø” is used for threaded holes in a callout; if the thread pitch is metric, the letter “M” is used instead. Nuts, bolts, and screws all make use of tapped and threaded holes.

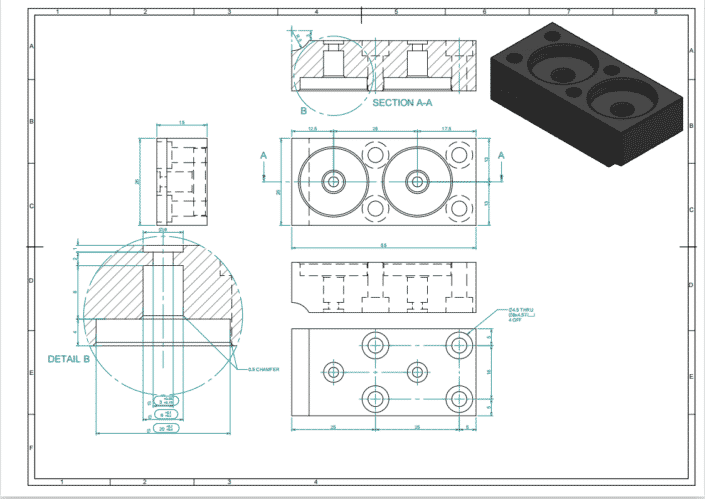
Image Credit: istockphoto.com/Phuchit
Threading and Tapping: The Difference and Similarities
Difference
The tool that is used as well as the surface that is worked on in both the threading and tapping operations, are what set these two processes apart from one another. In the process of threading, a die tool is used to form threads on the exterior of a hole. The tapping technique involves using a piece of tapping equipment to create internal threads inside a drilled hole.
Similarities
- Both tapped and threaded holes include internal threads that may be used to secure a fastener. Both may also be “through holes” or “blind.” When a tapped hole somehow doesn’t penetrate all the way through the material, it is called a blind tap hole – the spool of thread that only goes halfway.
- Both kinds have a wide range of thread sizes to accommodate a wide range of applications. When dealing with metal and machine screws, which are unable to cut their own threads when inserted into the workpiece, you will need to utilize one of these two kinds.
- Metal is more robust than wood. Thus screws must be placed into a tapped or threaded hole rather than directly into the substance. The additional grip provided by both helps keep the screw in place.
- The two methods are both used to fasten a bolt, screw, or nut.
Mutual Alternatives
When a screw or bolt is required, rather than using a tapped or threaded hole, you may use something called a screw clearance hole instead. Moreover, the only significant difference between a pilot hole and a tapped hole is that the former has threads while the latter does not.
A Quick Comparison between the Two
Lead Cost
A lower amount of lead is required to create threaded holes. Thread milling is advantageous in terms of both time and money savings due to the fact that a single tool can be used to produce a diverse variety of hole sizes.
Speed
In terms of a comparison of their respective speeds, tapping and threading are two completely different activities. The amount of time required to thread holes using high-speed tapping centers equipped with a stiff tap is much shorter than the amount of time required to thread mill the same areas. Machining goes more quickly with a tapped hole.
Volume
Because a single tool can be used to create holes and threads of varying diameters, threading is ideal for mass manufacturing when time is money. Also, taps in both metric and standard sizes are readily accessible, so you may use them to secure any kind of screw.
Materials
A hole that has been tapped rather than threaded is more suitable for use with harder materials, like steel. Both methods, however, are utilized when the material being fastened is very hard, and the fastener cannot sever its own thread.
Pros and Cons
Tapping
- When opposed to threading, tapping is quicker. Threading holes using a stiff tap and a high-speed tapping center takes a fraction of the time it requires to cut the same holes with a threading cutter. Even in harder materials like steel, tapping may be used to thread deeper holes.
- Tapped holes have certain drawbacks compared to threaded holes, such as the necessity for a separate size tap for each size hole getting threaded, which may take up a lot of space in the tool magazine. Additionally, the cycle time is increased due to the need to change tapping tools between holes of varying sizes.
The thread fit can’t be fine-tuned after tapping, which is another drawback. After tapping, the size and location of the thread are set in stone. Rigid taps are also exclusively utilized on the inside of a hole’s thread.
Threading
- Having more precise control over the fit is a major benefit of threading a hole instead of using a tap. When milling a threaded hole, the rotational speed is crucial. The drill bit spirals its way into a hole that has previously been formed. The thread size may be changed by the machine operator in a manner similar to that of an end mill instead of a drill bit.
The versatility of the same tool for producing holes of different diameters is another benefit of thread milling. Because of this, time and money spent on tooling are saved. As an added bonus, a thread mill can make both right- and left-hand threads, as well as massive threaded holes, for the inside and outside of a product. Using a single tool eliminates the need for engineers to purchase a costly, bulky stiff tap, even when working with huge holes. - Unlike tapping, threading a hole necessitates a high-speed spindle. Similarly, the machine controller might spend considerable effort guaranteeing accuracy throughout the threading process.
Threading and Tapping Your Parts at Runsom
Runsom is able to cover all of your custom CNC part fabrication needs. Specializing in making tapped holes of any size in a variety of materials, we simplify the sourcing of custom parts with a smart and automated workflow. We are your premier choice for your custom manufacturing projects with highly efficient and cost-effective machining solutions.
Other Articles You May be Interested in: