What Is Casting?
Casting is a manufacturing process in which a liquid metal gets poured into a mold cavity of a specified shape or size. The production process usually involves waiting for the liquid metal to call and solidify before the casting is obtained. Basically, the casting process includes the following sequential process:
1.Liquid metal
2.Filling the mold
3.Cooling and solidification shrinkage
4.Casting

Types of Casting Processes
There are different types of casting processes but the most common ones include:
1. Sand Casting
It’s also known as sand molded casting. This is a process that involves the production of castings based on sand mold. Sand castings are normally produced in specialized types of factories called foundries. Materials that can be obtained by castings include iron, steel, and most nonferrous alloys.
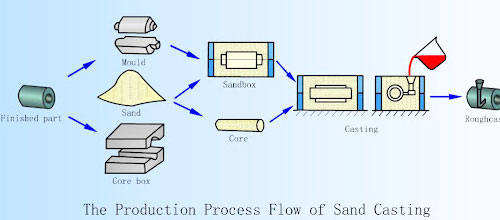
Technological Process of Sand Casting
- Place a mold pattern in the sand. It should be noted that the mold pattern directly influences the size and shape of the casting.
- Set up the gating system. This involves the use of tunnels and pouring cups i.e. “gates” to the mold. The system is used to channel the molten mold into the cavity.
- Once the gating system is set up, you can remove the mold pattern since it’s no longer relevant. The sand would have already taken its shape.
- The molten metal should be poured into the mold cavity.
- Wait until the metal cools. Understand that different metals take different times.
- Break open the mold in order to remove the created casting. Molds patterns are versatile and are usable, unlike the actual molds.
Advantages
- Low operation costs
- A broad range of use
- Ideal for making complex shapes, especially those with inner cavity
Disadvantages
- A lower level of dimensional accuracy
- The castings have a rougher surface finish
Uses: normally applied to the crankshaft, cylinder head, and automotive engine block castings.
2. Die Casting
It’s a metal casting process that involves forcing molten metal into a mound cavity under high pressure. The metal liquid is pressed under high pressure and at high speeds into a precision metal mold cavity. It’s then left to cool off and solidify under pressure in order to form casting.
Technological Process of Die Casting
- The mold is prepared by applying a lubricant to the mold’s interior walls. This is important in facilitating the removal of the final casting and regulating the temperature.
- The molten metal is injected into the die mold. It should be noted that the mold has to be effectively sealed and closed.
- The newly made cavity is ejected from the mold after it has cooled off.
- It involves a shakeout process which means that any scrap metal is separated from the cavity.
Advantages
- High production efficiency
- Offers good economic benefits and ideal for mass production
- The castings are of high-quality
Disadvantage
- Parts of die-casting have low plasticity
Uses: commonly applied in the automotive, machine tool, and electronics industries.
3. Squeezing Die Casting
It’s a casting method that involves solidifying semi-solid or liquid metal under high pressure. The metal usually flows to form a specific product.
Technological Process of Squeeze Dye Casting
The molten metal is poured into the pre-heated bottom half of the die
It’s then left to cool and solidify. While the metal is solidifying, the die’s upper half will close and start to apply pressure. This is what is known as the solidification stage.
Types of Squeezing Die Casting
- Direct Squeezing die casting: the liquid metal foraging is normally done in the equipment directly. With the molten metal in the bottom half of the die that’s found inside a hydraulic press, the die’s upper half will close in. pressure will then be evenly applied to the entire cavity until the metal solidifies.
- Indirect Squeezing Die Casting: it resembles die casting since they both involve similar chambers. Note that the equipment can have a vertical or horizontal chamber. The liquid metal is normally poured into the chamber via a gated system. The molten metal is then left to solidify under pressure before it’s removed.
Advantages
- It has minimal casting defects
- It leads to the formulation of smooth casting surfaces with high levels of dimensional accuracy
- Durable castings with minimal risks of cracks
- Disadvantages
- It involves the use of complex tools
- The production costs are quite high
- The production cycles are quite long
Uses: ideal for the production of alloys such as Zinc, Copper, and aluminum.
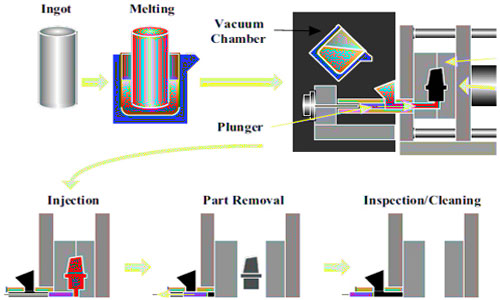
4. Vacuum Die Casting
It’s an advanced type of die-casting method featuring improved mechanical properties as well as the surface quality of the die-casting parts through the elimination of dissolved gasses and unwanted pores.
Technological Process of Vacuum Casting
- The vacuum tank has a vacuum pump that helps to push the vacuum pulp washer.
- The molten metal is filled into the equipment’s injection shot sleeve.
- Using the plunger, the molten metal is pushed forward and then a signal is sent to the vacuum system from the die casting.
- Once the molten metal has filled the die and the vacuum has been notified, the vacuum pulp washer will, it will lock the vacuum valve resulting in pressure getting applied to the mold cavity.
- Once the metal has solidified and cooled down, the mold is open and the die casting signals the vacuum system to release the valve.
- The casting is then obtained before the next cycle can start.
Advantages
- Has a greater level of stability with minimal undesired turbulence
- Leads to improved filling conditions
Disadvantages
- It’s a complicated system, especially its mold-sealing structure
- Its installation and operational costs are high
- It needs to be properly controlled to produce desired results.
Uses: it’s mainly used in the automotive industry, especially in the formation of the chassis.
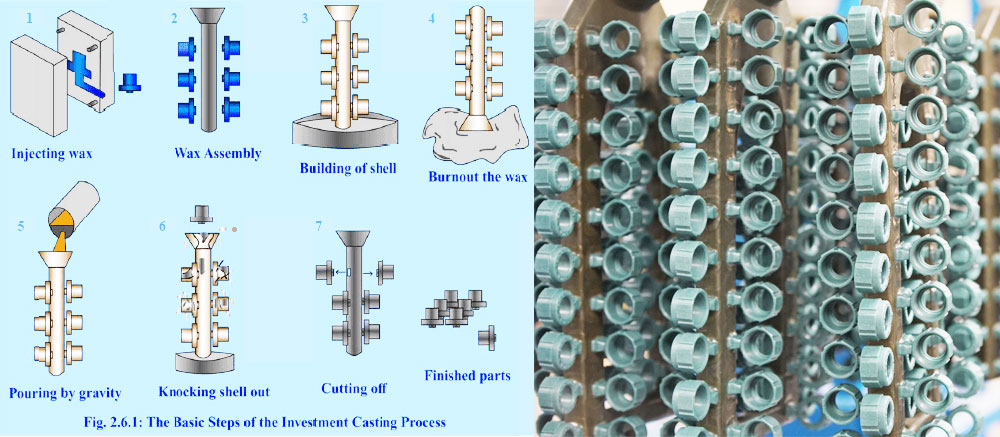
5. Investment Casting
It’s one of the oldest types of metal-forming and it involves the use of fusible materials such as wax. A shell that’s made of plastic, ceramic, or plaster is normally formed around the wax pattern.
Technological Process of Investment Casting
- Wax patterns are injection-molded into the metal die and this leads to the formation of a single piece. Note that the cores may be used to create internal features.
- The wax patterns are then attached to a central gating system to create a tree-like assembly. This system has channels through which the molten metal will flow to the cavity.
- The “tree” is then dipped into a slurry featuring fine ceramic particles and then coated with coarse particles.
- This pattern is dried in order to form a ceramic type of shell around the gating system and the patterns.
- The shell is placed in an oven and heated till the wax melts out, resulting in a hollow ceramic shell.
- The mold is then preheated in a furnace at high temperatures of around 1000 degrees celsius before it’s poured into the mold cavity via the gating system.
- The mold is left to cool before the final casting cut off is removed after the ceramic mold is shattered.
Advantages
- High level of geometric and dimensional accuracy
- Great level of surface finish
- Low material waste
- Produces intricate and complex shapes
Disadvantages
- High production costs
- Each pattern can only be used for one casting
- The casting dimensions are limited
Uses: production of small parts for complex shapes such as turbine engine blades.
6. Low-Pressure Casting
This type of casting involves filling the mold with a molten metal under low pressure, typically between 0.02 and 0.06 MPa. The molten metal then solidifies under pressure to create a casting.
The Technological Process of Low-Pressure Casting
- The furnace has to be pressurized while the molten aluminum is channeled into the casting die via the riser tube. The pressure is normally around 0.7 bars.
- The holding funnel is located in the lower part of the machine while the molten metal is injected directly at the bottom of the mold.
- The molten metal is held into the mold until it solidifies while the pressure holds it in a vertical position
Advantages
- Offers improved control of the cavity filling
- Produces castings with low levels of porosity
Disadvantages
- The casting cycles are quite slow
- The die has a small wall thickness
Uses: Mainly used to create traditional products such as cylinder frame or cylinder head.
7. Gravity Die Casting
The casting technique involves the use of liquid metal-filled into a metal mold under the influence of gravity. The casting is then left to cool and solidify before it’s obtained.
Technological Process of Gravity Die Casting
- Molten metal is poured into the die through the basin, and gravitational effects facilitate the process.
- Once the molten metal is fully inside the cast, it’s left to cool and solidify.
- The die halves are unclamped and then opened so that the cast parts are removed.
- Scrap metal including flash, runners, and sprues are effectively removed.
Advantages
- Produces dense castings
- The production process isn’t labor-intensive
- The casting surfaces are smoother and have an excellent level of dimensional accuracy
Disadvantages
- Higher production costs and longer manufacturing cycles
- The castings can easily develop cracks
Uses: ideal for large-scale production of nonferrous alloy-castings with complex shapes such as aluminum and magnesium alloys.
8. Centrifugal Casting
It uses centrifugal force. The molten metal is typically poured into a rotating mold and then left to solidify under the influence of centrifugal force.
Technological Process of Centrifugal Casting
- The molten metal is poured into the rotating mold through the spout. It should be noted that the spout doesn’t have a gating system.
- The centrifugal forces are responsible for driving the molten metal down the mold fills.
- As it cools, the mold will continue spinning to enhance the cooling process.
- After the newly-formed casting should be left to cool and solidify before it’s removed.
Advantages
- The poring and the riser system technically don’t consume any metal, leading to improved casting yields.
- This casting technique is used to produce dense castings with very few defects
- It’s ideal for improved production of long tabular castings
Disadvantages
- Its production capacity is quite limited and it’s therefore not ideal for the production of castings with special shapes.
- The castings formed are usually at risk of some gravity segregation
- The produced castings usually have rough surfaces
Uses: this technique is ideal for the production of cast pipes. It’s used in multiple industries including mining, irrigation, aviation, and transportation.
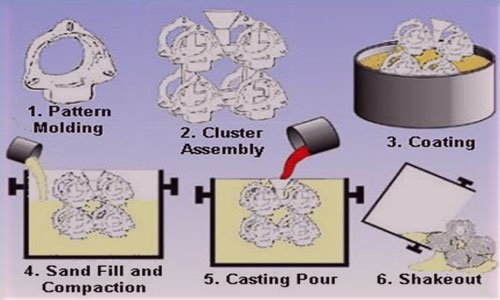
9. Lost Foam Casting
It’s a new casting method that involves evaporative patterns in the casting process. It’s similar to investment casting except that it uses pattern instead of wax.
Technological Process of Lost Foam Casting
- The pre-foaming and foaming molding involve the formation of the foam pattern and the gating system using the foal molding press.
- The pattern and the gating systems are then glued together to form a cluster which is coated with a refractory coating. It’s then left to dry, leading to the formation of a hard durable shell that supports the outer mass.
- The dried cluster will undergo compaction. This normally involves the use of unbounded sand in a foundry flask that’s highly vibrated in order to produce tight compaction. The pattern or shape is thereafter left in the sand.
- Using the gated system, molten metal is poured into the pattern. The metal is directed until the mold is filled and then left to cool and solidify.
- After that, the sand and the shell mold will be broken down to obtain the final casting material.
Advantages
- Short processing cycles with high precision
- Environmentally-friendly type of casting
- Offers a high degree of freedom
Disadvantages
- The cost of producing the patterns is quite high
- Not ideal for the production low casting volumes
Uses: it’s used in the formulation of complex structures such as high manganese steel elbow.
10. Continual Casting
It’s an advanced casting method that’s used to use to produce continuous castings of alloys and metals without interruption. The solidified casting gets continuously pulled out from the cutoff point at a specified length.
Technological Process of Continual Casting
- The molten steel is poured on the ladle. It passes through a gated system to the tundish through the submerged entry nozzle.
- It then fills the mold before traveling downward via an increasing metallurgical length before it reaches the torch cutoff point.
- While passing metallurgical length, the solidifying shell and spry cooling help to cool and solidify the metal.
- Note: this is a continuous casting that helps to produce castings of uninterrupted lengths.
Advantages
- Enhances the production of high-quality metals.
- Facilitates production of standardized steel cast
- Eliminates chemical and structural variations
Disadvantages
- Can only produce simple castings
- Continuous cooling is required throughout
Count On Runsom for Your Casting Needs
Still have questions about which type of casting process is most suitable for your projects? If so, you can rely on experts at Runsom Precision, and you will have the access to enjoy a wide variety of services ranging from die casting services to precision CNC machining services. Our engineers, technicians, along with operators will work together to create the exact products meeting your requirements even exceeding your expectation. Just send your CAD files and drawings online and you will get a rapid quotation within 24 hours.
Other Articles You May be Interested in: