

齿轮 已经存在了几个世纪,使它们成为当今最古老但仍然相关的机械元件之一。
各种方法,包括 铸件、锻造、挤压、粉末冶金、冲裁和齿轮铣削可用于加工齿轮。齿轮制造没有单一的工艺,因为根据类型和应用,它们需要不同的工艺。然而,加工工艺对于获得最终的齿轮尺寸、形状和精度至关重要。 表面光洁度.
本指南将探讨齿轮制造,涵盖常见工艺、后处理操作和材料。

什么是齿轮制造?
齿轮制造过程涉及齿轮的精密生产和成形,齿轮是机械中传递动力的重要部件。 力矩。齿轮以其旋转运动而闻名,其齿与另一个带齿机构的齿互锁,从而可以平稳地传递机械动力。
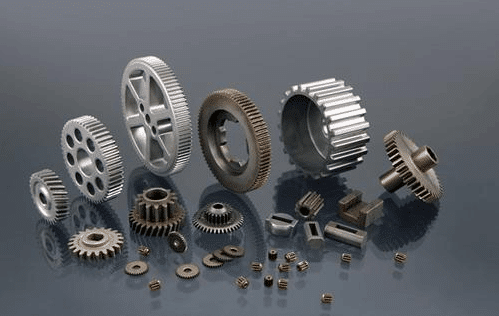
齿轮的制造可以通过多种方法实现,包括机械加工、粉末冶金、铸造和冲压。齿轮铣削、拉削和滚齿是用于获得复杂且轮廓分明的齿轮轮廓的最精确和最流行的技术。这些方法确保了各种机械应用所需的齿轮的精确制造。
齿轮结构中使用了各种材料,例如金属、塑料,甚至木材。技术进步使得金属和塑料齿轮的形成成为可能 压铸 或者 注塑成型,提供替代制造方法。这使得制造商能够探索传统齿轮生产之外的选择。然而,必须认识到,在某些情况下需要进行后处理操作以提高最终齿轮产品的质量。

典型的齿轮制造工艺
齿轮制造方法通常分为三大类:生成、成形和成形切削。
- 齿轮成形无需使用切削工具即可制造齿轮(即铸造、锻造、粉末冶金、3D 打印)
- 齿轮成形切削涉及用于创建齿轮轮廓的刀具(即齿轮铣削、拉削和电火花加工)
- 齿轮生成使用所需齿轮轮廓形状的切削刀具来制造齿轮(即插齿和滚齿)
齿轮成型
铸件
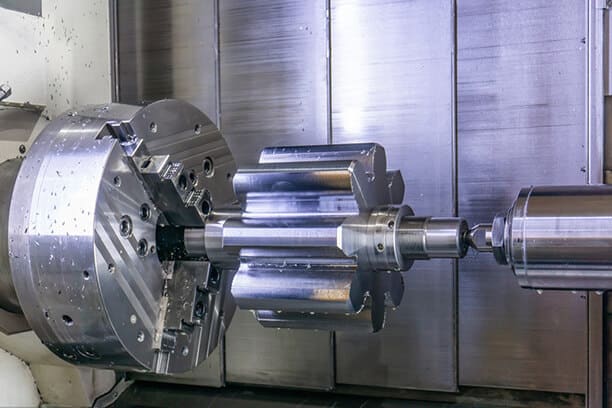
铸造是一种成型工艺,将熔融金属倒入模具型腔中以形成形状。这是一个相对简单的过程,主要用于生产齿轮的毛坯或圆柱体,而齿通常通过机械加工制作。
然而,在一个特定领域,铸造成为行业中首选的制造方法:超大型齿轮的生产。机械加工方法和其他齿轮成形技术对于大直径不太实用。通常,较大的齿轮主要是正齿轮类型,由于其相对简单,进一步确立了铸造作为一个极好的选择。
外壳铸造, 压铸件, 砂模铸造, 和 永久模铸造 是用于齿轮生产的最流行的铸造方法类型。
锻造
该工艺可以灵活地根据特定要求生产毛坯和成品齿轮。锻造特别适合相对简单的齿轮。
从理论上讲,由于简单的原理,锻造是一种适用于重型应用的出色齿轮制造方法。锻造中涉及的热处理可以提高齿轮的疲劳性能。然而,锻造所需的巨大力限制了所生产齿轮的尺寸和薄度。
通常,锻造对于直径 6 至 10 英尺的齿轮有效。根据锻造类型(例如精密锻造),最终齿轮产品可能需要也可能不需要机械加工。

添加剂制造
增材制造,通常称为 3D打印,通过基于 CAD 3D 模型逐层构建三维对象来进行操作。这种方法允许增材机器产生复杂的设计,结合旨在减少质量的晶格结构,这是通过传统方法不容易实现的壮举。这种几何形状的创建通常涉及使用 3D拓扑 优化和生成计算机设计。
增材制造工艺可用于制造传统齿轮和非圆形齿轮。此外,高质量 3D 打印机现在价格合理且易于获取。
粉末冶金
粉末冶金 作为一种高精度成形方法,它是传统的机加工钢和铸铁齿轮的一种经济高效的替代方案。然而,它不适合较大的齿轮尺寸,而是擅长生产小型、高质量的齿轮。 支线, 斜角和螺旋齿轮。
较大齿轮中所得材料的孔隙率会导致疲劳和抗冲击性降低,从而限制其承载能力。尽管如此,采用烧结工艺可以提高它们的机械性能。
事实证明,这种方法对于结合孔、凹陷和变化的表面水平或突起等特征的齿轮设计是有利的。尽管有这些优点,粉末冶金的初始设置成本相当高,使其不适合小批量生产。

消隐
冲裁与挤压类似,有许多相似之处,但其 3 维能力受到限制。这种齿轮成形方法采用金属板和多个模具来实现所需的形状。可以使用冲裁工艺生产各种类型的齿轮,其中正齿轮可提供最佳结果。
目前,冲裁工艺在多个行业的齿轮生产中得到应用,特别是轻量化用途。其中包括办公设备、液压系统、小型医疗设备以及负载需求相对较低的其他应用。
齿轮成形切削
铣削
齿轮铣削涉及在齿轮上使用成形切削刀具 铣床 从齿轮毛坯上雕刻齿轮齿。这种基本的加工过程依赖于旋转的多边刀具和工件之间的运动来塑造单个齿轮的齿形。
虽然铣削成形切削方法在其应用中受到一定限制,但它擅长生产复杂的齿轮几何形状,并且无需特殊工具即可执行定制切削。
数控铣削通常用于制造各种行业的斜齿轮和正齿轮,例如汽车变速器以及滚刀。

拉削
拉削是齿轮成形切削最快的技术之一。它采用一种称为拉刀的多齿切削工具,每个齿通常都比前一个齿高。这种增量高度变化有利于创建更小、更容易的切割,在不牺牲精度的情况下快速产生所需的形状。
虽然这种齿轮生产方法通常与内齿轮相关,但它也适用于制造外齿。为了实现这一目标,需要一个专门的工具来“罐式拉削”被利用,确保复制相同水平的精度和效率。
放电加工 (EDM)
EDM 代表一种机电制造技术,其中通过在被电介质浴液分开的两个电极之间引发一系列电流放电,从工件上消除材料。火花不是切割,而是充当“切割工具”,本质上是腐蚀材料。
EDM 擅长切割各种尺寸的复杂几何形状,包括作为齿轮切割工艺。然而,该方法也有其缺点。缺乏精确的控制和编程可能会导致零件表面损坏,这对于执行弯曲齿形的 CNC 程序来说尤其具有挑战性。尽管如此,高质量和用户友好的应用程序 3D建模 CAM 软件,例如Feature CAM、Autodesk Fusion、Master CAM 等,可以促进切割弯曲牙齿所需的平滑运动。
近年来,电火花加工机床得到了改进,减少了表面光洁度问题,提高了切割精度和由此产生的材料性能(微观结构、机械性能等)。该工艺可以实现小至千分之一英寸的严格公差,并可加工小型齿轮(直径不到一英寸)和大型齿轮(直径超过 20 英寸)。电火花加工用于钟表的精密应用以及切割坚固的齿轮,包括赛车中使用的齿轮。

齿轮一代
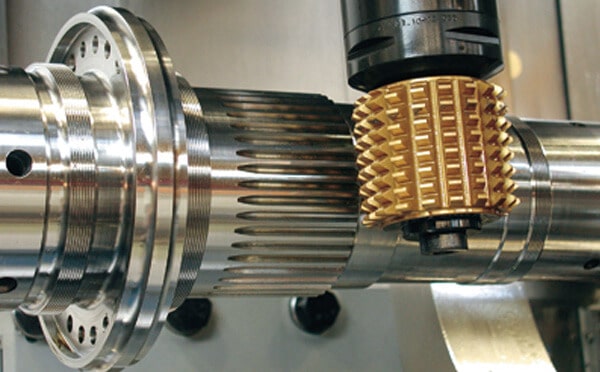
滚齿机
滚齿过程涉及使用称为滚刀的锥形切削装置,当滚刀绕齿轮毛坯公转时,滚刀和工件都旋转。
主要是使用这种方法生产正齿轮,尽管包括摆线齿轮在内的一系列其他齿轮, 斜齿轮, 蜗轮、棘轮和 链轮,均采用滚齿加工制造。滚刀的质量至关重要,尤其是在切割复杂的几何形状时。
滚齿通常不适用于内齿轮。与插齿类似,滚齿具有设置优势,但仅限于外部切削,因为滚刀会雕刻齿轮毛坯的外部。
插齿
齿轮成形过程涉及轮廓与所需齿几何形状相匹配的刀具。该切削刀具利用线性运动从齿轮毛坯上去除材料,包括切削和返回行程。插齿刀具的节距与齿轮齿所需的节距一致,可适应不同齿数的齿轮。
事实证明,插齿是中型生产运行的可行解决方案,可为大规模生产提供速度、设计和设置优势,并促进大多数齿轮类型的创建(蜗轮和内齿轮除外)。然而,插齿的缺点在于切削臂的刚性有限,导致精度降低。
桑德兰法
在主要的齿轮制造技术中,齿条式刀具发挥着突出的作用。齿条切削工艺,也称为桑德兰方法或桑德兰系统,涉及配备有齿条刀具的齿轮机,该齿条刀具具有前角和后角,以在齿轮毛坯上形成齿形。这种方法依赖于加工过程中工件和刀具之间的特定相对运动,类似于齿条和小齿轮。
桑德兰方法擅长生产均匀的齿形,并且用同一把刀具切削的齿轮理论上能够彼此正确啮合。因此,可以使用这种方法有效地生产需要高精度的齿轮设计,包括双螺旋齿轮。此外,桑德兰方法被证明是通用且具有成本效益的,特别是对于中到大批量的生产运行。
齿轮制造的后处理
完成上述齿轮制造工艺后,齿轮的表面光洁度和尺寸精度可能无法满足某些应用的具体要求。因此,需要进行一系列的精加工操作。这些后处理活动包括一系列处理,包括增强疲劳特性的热处理以及尺寸校正和表面精加工。
以下是齿轮生产中常用的五种最常见的表面精加工工艺。
- 研磨:顾名思义,这种众所周知的表面精加工工艺可以有效地提供整个表面的光滑光洁度。可以间歇或连续执行,不影响结果。
- 精研:精研适用于需要最高精度的精密齿轮,采用小磨粒以低速或中速精细地平滑表面。
- 珩磨:另一种广泛使用的工艺,珩磨抛光表面,赋予光滑的纹理,同时纠正牙齿几何形状的微小错误。
- 剃齿:涉及从表面去除极薄的层以获得光滑的轮廓,剃齿是一种相对成本较高的工艺,并且在齿轮生产中很少使用。
- 抛光:该技术涉及利用压缩来细化表面,本质上是使其平滑。
可用于齿轮制造的材料

为了获得可靠的性能和延长的使用寿命,齿轮必须具有特定的特性,包括:
- 低摩擦系数
- 优良的可制造性
- 高拉伸强度,可承受静载荷
- 高耐久性,可承受负载变化
齿轮生产中采用了多种材料来赋予这些关键特性。以下是每种材料及其独特优势的概述。
铸铁
铸铁可以承受反复和持续的磨损,使其非常适合精密齿轮制造。铸造工艺可以轻松生产复杂的齿轮形状。铸铁齿轮经常用于平滑动作不是主要考虑因素的应用中。
钢
由钢合金制成的齿轮具有高强度,因为它们经常受到 热处理 提高韧性和硬度,特别是牙齿。尤其, 碳素钢 用于生产螺旋齿条、正齿条、斜齿条、蜗杆和齿轮齿条。
黄铜
黄铜是铜和锌的组合,是一种合金,制造商可以调整锌含量。与其他材料相比,低锌含量的黄铜具有更大的延展性,其铜基使金属具有抗菌性且易于加工。通常,黄铜齿轮用于低负载应用,例如正齿轮或齿条。
青铜
除黄铜外,其他铜合金还包括铝青铜和磷青铜合金。这些非磁性齿轮最适合在腐蚀性环境中使用。
磷青铜结合了铜、锡和磷,由于锡的存在而提供了增强的强度和耐腐蚀性,而磷的添加提高了其刚度和耐磨性。这使得磷青铜齿轮非常适合高摩擦环境,特别是蜗轮,因为该材料可以有效承受轮子引起的摩擦,并最大限度地减少润滑的影响。
铝青铜由铜、铝、镍、铁和锰组成,具有卓越的抗磨损和抗腐蚀能力,使其成为暴露于盐水、氧化和腐蚀环境的高腐蚀性环境的首选。 有机酸。此外,它能够在高负载环境中茁壮成长,使其适合涉及蜗轮和螺旋齿轮的应用。
铝合金
在需要高强度重量比的齿轮的环境中,铝合金可以作为铁合金的可行替代品。此外,由铝合金制成的齿轮受益于称为钝化的保护性表面处理,可防止腐蚀和氧化。
齿轮制造中常用的铝合金包括 2024、 6061, 和 7075。无论等级如何,铝齿轮最适合中低温应用,因为它们在大约 400 °F 时开始降解。
粉末金属
这些金属由各种金属材料组合组成,包括铁镍钢、预合金钢和定制混合物。此外,它们的孔隙率有助于使齿轮运行更安静,并且可以通过真空浸渍不同的油来实现自润滑。
该过程涉及三个关键步骤:
- 开发符合耐用性、精度和可靠性规格的最佳组合
- 在受控压力下压实混合物以满足精确要求
- 加热或烧结混合物以产生永久形状
粉末冶金能够生产锥齿轮、螺旋锥齿轮、正齿轮、斜齿轮、小齿轮和组合齿轮。
热塑性塑料
在精密制造中,轻量化齿轮很大程度上依赖于 热塑性塑料。这些齿轮的生产方式与金属齿轮类似, 注塑成型 通常是首选方法。乙缩醛因其在较宽温度范围内的稳定性、低温性能而成为制造商的热门选择。 摩擦系数和抗蠕变性。
定制齿轮制造解决方案提供商 – Runsom Precision
在高度专业化的齿轮制造领域内运行需要高精度和准确度。由于它们在机械系统中发挥着至关重要的作用,即使是最微小的制造缺陷也可能导致严重的后果。因此,建议您谨慎选择服务提供商。
在精密齿轮加工方面, 瑞盛精密科技有限公司 已准备好提供帮助。我们专注于通过我们的技术使用一系列材料制造定制精密齿轮 数控加工服务。凭借我们令人难以置信的制造能力,齿轮和机械零件的制造变得更快、更精简,而且效率更高。今天就联系我们的专家 立即报价,开始您的项目 并开始你的下一个项目。
探索更多关于我们的 定制齿轮制造 能力。
您可能感兴趣的其他文章:


