

序章
方法として寸法精度をご提供いたします。 さまざまな 3D 印刷技術 比較。それぞれの技術には長所と短所がありますが、部品の精度を決定する主な要因は次のとおりです。
設計: 部品の精度は設計に大きく依存します。冷却および硬化プロセスでは、内部応力の変化により、反りや収縮が発生します。 3Dプリント テクノロジーは、長くて薄い形状や平面には適していません。大きなサイズのパーツでは最終的な精度が低下します。
材料: 精度は材料にも依存します。の精度を犠牲にするのが一般的です。 特別なプロパティの強化.標準的な樹脂などは、柔軟な樹脂よりも正確な部品を提供できます。高精度が必要な場合は、標準的な材料を適用することをお勧めします。
精度変動
3D パーツの精度は、次のパラメーターによって定量化されます。
寸法精度: プリンタ メーカーおよび材料サプライヤーからのこれらの定量的な値によって、予想される部品の精度が決まります。すべての公差は、 ウェルパーツデザイン 適切に調整されたプリンターで。
反りまたは収縮: 反りまたは収縮の可能性は、3D パーツの設計に大きく依存します。ただし、反りや収縮のリスクが高い技術もあります。
サポート要件: サポート申請 部品の表面と特徴の精度に影響します。これは、除去プロセスでの部品の表面仕上げにも影響します。
FDMの精度
FDM 低コストでの試作に最適な技術です。この場合、部品の形状と適合性がその機能よりも重要です。 FDM は、ビルド プラットフォーム上で熱可塑性樹脂を使用してパーツ レイヤーを重ねて作成します。大きなパーツは、ビルド プラットフォーム上で大きな温度変化につながります。パーツの領域が異なれば冷却速度も異なるため、パーツの内部応力によって反りや収縮が発生します。これらの問題は、ラフト、加熱ベッド、鋭いエッジとコーナーの半径を印刷することで解決できます。
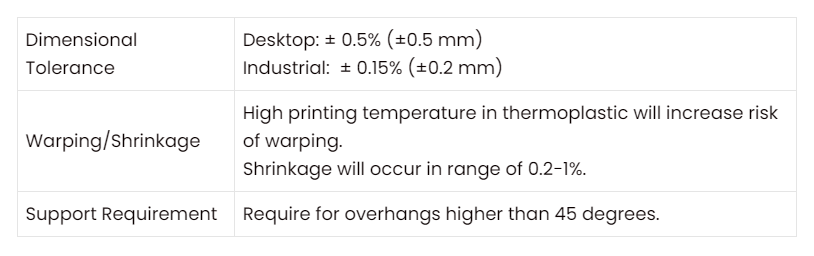
| 寸法公差 | デスクトップ:±0.5%(±0.5mm) 産業用: ± 0.15% (±0.2 mm) |
| 反り・縮み | 熱可塑性樹脂の印刷温度が高いと、反りのリスクが高くなります。 収縮は 0.2 ~ 1% の範囲で発生します。 |
| サポート要件 | 45 度を超えるオーバーハングが必要です。 |
SLAの精度
SLA レーザー システムを適用してレジン タンク内の特定の領域を凝固させ、一度に 1 層の部品断面を作成します。これらの硬化領域はすべて、UV 後処理まで完全には固化されません。この場合、サポートされていない領域は、特に特別な角度と向きでたるみます。層ごとに、この効果は、背の高い SLA 部品の最終的な寸法の不一致に蓄積されます。剥がす工程でも寸法のズレが発生し、引っ張る力で柔らかいプリント部分に曲がりが生じます。柔軟性の高い樹脂は反りが発生しやすく、高精度用途には不向きです。
| 寸法公差 | デスクトップ:±0.5%(±0.10mm) 産業用: ± 0.15% (±0.01 mm) |
| 反り・縮み | サポートされていない地域 |
| サポート要件 | 精密部品に欠かせない |
SLSの精度
SLS レーザーシステムを使用して粉末材料を焼結するため、高精度で複雑な形状の部品を製造できます。レーザー システムは粉末を層ごとに焼結して、最終的な固体部品を作成します。反りや収縮の可能性を減らすために、SLS は加熱されたビルド チャンバーを適用します。ただし、大規模な SLS パーツでは温度勾配が発生し、最下層が冷却され、最上層が高温になります。さらに、印刷されたすべての部品は、粉末の中でゆっくりと冷却する必要があります。これには、合計生産時間で 50% の費用がかかります。
| 寸法公差 | ±0.3%(±0.3mm) |
| 反り・縮み | 2-3%の怒りの収縮 |
| サポート要件 | 不要 |
MJFの精度
MJF 3D プリントの最も正確な技術であり、印刷プロセスに熱が関与しないため、このプロセスで反りや収縮がほとんど発生しません。ほとんどの寸法精度の問題は、微細な機能や薄い壁など、プリンターの仕様に関連しています。 MJFサポートはしっかりした構造で、印刷後に取り外されます。しっかりとした支持体により、接触面に高精度の印刷が可能です。周囲の熱、湿度、または日光によって反りや寸法変化が生じるため、MJF パーツの後処理に注意する必要があります。
| 寸法公差 | ±0.1%(±0.05mm) |
| 反り・縮み | 問題ない |
| サポート要件 | 精密部品に欠かせない |
DMLSの精度
DMLS レーザー システムを使用して金属粉末を選択的に焼結または溶融し、金属部品を製造します。制御された加熱された環境で、レイヤーごとに部品を製造します。高温の層ごとの構造は極端な温度勾配を生み出し、これが高い内部応力を引き起こします。
DMLS パーツは歪みや反りのリスクが高いため、正確なパーツを作成するには、適切な設計とパーツの向きが重要です。サポート構造は、印刷プロセスでの歪みを最小限に抑えるために不可欠です。ほとんどの部品は固体金属プレート上に構築されており、印刷後に取り外す必要があります。パーツがベッドにくっつき、外れないようにするためには、頑丈で格子状の支持構造が必要です。ほとんどの DMLS 部品は、ビルド プレートから取り外す前に、熱処理による応力緩和が必要でした。
| 寸法公差 | ±0.1mm |
| 反り・縮み | 収縮や反りのリスクが高い |
| サポート要件 | 精密部品に欠かせない |