

Qu'est-ce que le SLA ?
SLA est l'abréviation de Stéréolithographie, qui est un procédé de fabrication additive appartenant à la famille de la photopolymérisation en cuve. Dans le procédé SLA, un système laser ultraviolet (UV) est appliqué pour durcir sélectivement une résine polymère couche par couche. Les matériaux utilisés dans SLA sont sous forme liquide, qui sont des polymères thermodurcissables photosensibles.
SLA est la première technologie d'impression 3D, elle a très haute précision et finition de surface lisse. Le SLA est la technologie d'impression 3D la plus rentable, une fois que les concepteurs profitent des avantages et des limites de ce processus de fabrication.
Comment fonctionne le SLA
Processus de fabrication SLA :
- La plate-forme de construction est placée dans le réservoir de photopolymère liquide, avec une distance d'une hauteur de couche sous forme de surface liquide.
- Le système laser durcira et solidifiera la résine photopolymère de manière sélective, afin de créer la prochaine couche de résine solide. Le haricot laser se concentrera dans le chemin prévu par galvos avec un jeu de miroirs. Comme toute la zone de coupe transversale des modèles est scannée par la machine d'impression, les pièces produites finales sont entièrement solides.
- Une fois qu'une couche de résine polymère est terminée, la plate-forme se déplacera à une distance de sécurité, puis la lame de balayage recouvrira la surface. Ce processus se répétera jusqu'à ce que les pièces finales soient terminées.
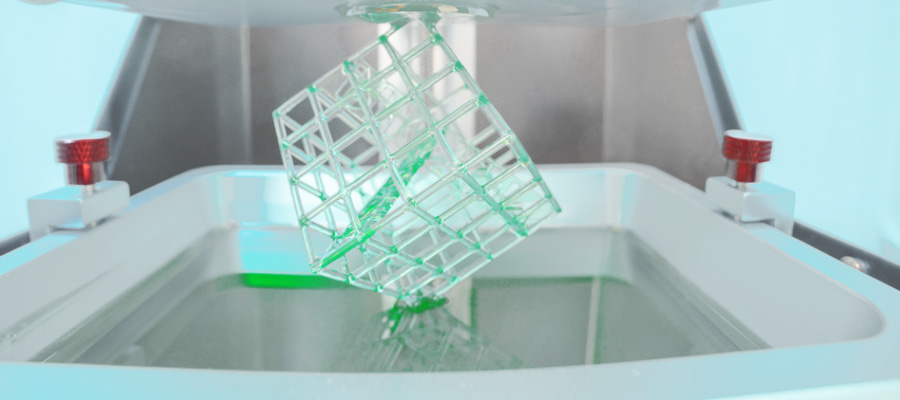
- Après le processus d'impression, les pièces sont de couleur verte en raison d'un état non complètement durci. Nous avons besoin d'un post-traitement supplémentaire sous lumière UV pour améliorer les propriétés mécaniques et thermiques à un niveau supérieur.
Dans l'impression SLA, la résine liquide est solidifié par le processus de photopolymérisation. Dans ce processus, les chaînes de carbone monomère sont activées par la lumière laser UV, puis de fortes liaisons incassables sont créées entre elles dans la résine liquide, pour finalement se transformer en pièces solides. La photopolymérisation est un processus irréversible, il est impossible de reconvertir les pièces SLA sous forme liquide. Ces pièces brûleront au lieu de fondre une fois chauffées, car ces matériaux dans SLA sont faits de polymères thermodurcissables, par opposition aux thermoplastiques dans FDM.
Caractéristiques du SLA
Paramètre de machine d'impression
Dans le système SLA, la plupart des paramètres d'impression sont fixés par le fabricant, cela ne peut pas changer. Nous avons juste besoin d'entrer la hauteur de la couche et l'orientation de la pièce uniquement, afin de déterminer l'emplacement du support dans les pièces.
Notre hauteur de couche typique dans SLA varie de 25 microns à 100 microns. Des hauteurs de pose inférieures captureront les géométries durcies avec plus de précision, mais cela augmentera le temps et le coût de construction, ainsi que la probabilité d'échec. La hauteur de couche de 100 microns convient aux applications d'impression 3D les plus courantes.
La taille de construction est un autre paramètre important dans SLA, qui dépend toujours du type de machine SLA. Il existe deux principales configurations de machine SLA, l'orientation descendante et l'orientation ascendante.
Les imprimantes SLA descendantes placent la source de lumière laser au-dessus du réservoir de résine liquide, puis les pièces sont imprimées face vers le haut. La plate-forme de construction commence au sommet de la cuve de résine et se déplace vers le bas après chaque couche.
Les imprimantes SLA ascendantes placent la source de lumière laser plus nue que le réservoir de résine liquide, puis les pièces sont imprimées à l'envers. Il y a un fond transparent avec un revêtement en silicone dans le réservoir, qui laisse passer la lumière laser et empêche la résine durcie de s'y coller. Après chaque couche, la plateforme de construction se déplace vers le haut. Ainsi, la résine durcie se détachera du fond du réservoir, ce processus est appelé étape de pelage.
Normalement, l'orientation ascendante est appliquée dans les imprimantes de bureau, tandis que l'orientation descendante est appliquée dans le système SLA industriel. La machine SLA ascendante est plus facile à fabriquer et à utiliser, mais la taille d'impression est limitée, en raison de la force de l'étape de pelage qui peut entraîner un échec de l'impression. D'autre part, la machine SLA descendante peut créer une grande taille de production sans perte de précision, mais cette capacité avancée nécessite un coût plus élevé.
Caractéristique clé et différence de deux orientations
| SLA ascendant | SLA descendant | |
| Avantages | Faible coûtLargement disponible | Grande tailleFabrication plus rapide |
| Désavantages | Petite tailleMoins de gamme de matériauxExigence de post-traitement | Opérateur spécialisé à coût élevé |
| Taille | 145×145×175 millimètres | 1500×750×500 millimètres |
| Hauteur de couche | 25-100 microns | 25-150 microns |
| Précision dimensionnelle | ± 0,5% | ± 0,15% |
Structure de support
Structure de support est généralement requis dans SLA, il est imprimé avec le même matériau que les pièces et retiré manuellement après l'impression. L'orientation d'impression détermine l'emplacement et le montant du support. Nous recommandons aux pièces que l'orientation de la pièce évite le contact visuel de la surface critique avec la structure de support.
Prend en charge la différence entre les machines d'impression SLA ascendantes et descendantes :
Dans le SLA descendant, l'exigence de support est similaire à FDM. Des porte-à-faux et des ponts précis doivent être imprimés, et l'angle de porte-à-faux critique est normal de 30°. La pièce peut être orientée dans n'importe quelle position, mais nous devons minimiser la quantité de support et le nombre de couches, afin de nous assurer que la pièce est imprimée à plat.
Dans le SLA ascendant, l'orientation des pièces est plus compliquée. Les porte-à-faux et les ponts doivent encore être soutenus, mais le critère le plus crucial est de minimiser la section transversale de chaque couche. La force pendant l'étape de pelage détachera une partie de la plate-forme de construction, et cette force est proportionnelle à la surface de la section transversale de chaque couche. Ainsi, l'orientation de la pièce doit être dans un angle, et la réduction du support n'est pas une préoccupation majeure.
Curling
Le curling dans SLA est le problème le plus lié à la précision des pièces, similaire au warping FDM. Pendant le processus de solidification et de durcissement, la résine rétrécira légèrement une fois exposée à la source de lumière laser. Lorsque le retrait est trop important, la contrainte interne entre les nouvelles couches et le matériau solidifié précédent entraînera un gondolement de la pièce.
Adhérence de couche
Les pièces SLA ont des propriétés mécaniques isotropes, la source laser UC n'est pas suffisante pour durcir complètement la résine liquide, les passages laser ultérieurs augmenteront les couches solidifiées précédentes à un degré élevé.
Dans le processus SLA, le durcissement se poursuivra après la fin du processus d'impression. Afin d'obtenir les meilleures propriétés mécaniques, les pièces SAL doivent être placées dans une boîte de polymérisation pour une post-polymérisation avec une lumière UC intense ou une température élevée. Cela augmentera la dureté et la température des pièces SLA, mais les rendra également plus fragiles.
Une exposition prolongée des pièces SLA à la lumière UV aura un effet néfaste sur les propriétés physiques et l'apparence, ce qui entraînera le gondolement, la fragilité et le changement de couleur des pièces. Nous vous recommandons donc de vaporiser une couche de peinture acrylique UV transparente avant utilisation.
Matériaux SLA courants
Matériaux SLA sont sous forme de résine liquide, notre système industriel propose une large gamme de matériaux, afin d'aider les concepteurs à maîtriser au plus près les propriétés mécaniques de leurs pièces. Les matériaux SLA sont plus fragiles que les matériaux FDM ou SLA, ils ne conviennent donc pas aux prototypes fonctionnels soumis à une charge importante.
Nous résumons les avantages et les inconvénients des résines SLA courantes.
| Matériel | Les caractéristiques | |
| Avantages | Désavantages | |
| Résine standard | Finition de surface lisse | Fragile |
| Résine transparente | Transparent | Post-traitement pour surface claire |
| Résine coulable | Faible teneur en cendres après combustionCréation d'un motif de moule | |
| Résine résistante ou durable | Propriétés mécaniques similaires à l'ABS ou au PP | Faible résistance thermique |
| Résine haute température | Résistance aux hautes températures | Coût élevé |
| Résine dentaire | BiocompatibleHaute résistance à l'abrasion | Coût élevé |
| Résine caoutchouteuse | Caoutchouc comme matériau | Faible précision dimensionnelle |
Post-traitement
La surface des pièces SLA peut être finie selon différentes normes par divers méthodes de post-traitement, comme le ponçage, le polissage, le revêtement par pulvérisation et la peinture à l'huile minérale. Vérifiez le post-traitement du SLA ici.
Avantages du SLA & Limites
Avantages SLA :
- SLA est capable de créer des pièces avec une grande précision dimensionnelle et des détails complexes.
- SLA est idéal pour les prototypes visuels, en raison de sa finition de surface lisse.
- SLA a des matériaux spéciaux, comme la résine transparente, flexible et coulable.
Limites du SLA :
- La pièce SLA est fragile, elle ne convient pas aux prototypes fonctionnels.
- Les propriétés mécaniques et l'apparence visuelle des pièces SLA se dégraderont avec le temps une fois exposées à la lumière du soleil.
- Le processus SLA nécessite toujours une structure de support, le post-traitement est nécessaire pour supprimer les marques visuelles sur la surface.